Risk Management related to IATF 16949, 9001, 14001, and 45001 will be discussed here. And also will discuss how to address Risks and its mitigation plan.
Risk Definition: Effects of Uncertainty is called Risk. An effect has two properties, Positive and Negative. Negative effects are also called Risk and Positive Effects are called Opportunity.
All the latest business standards like IATF 16949:2016, ISO 9001:2015, ISO 14001:2015, and ISO 45001:2018 are based on risk-based thinking. To comply with the standard requirement we have to identify the Risks and opportunities and need to do the mitigation plan for those that have the significant effects.
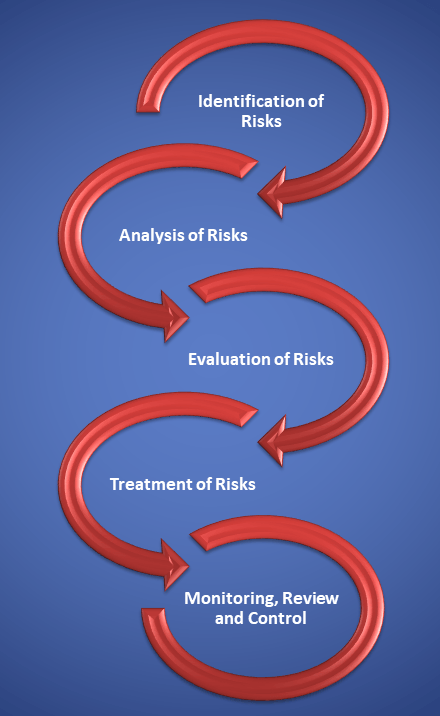
Risk Management Process:
Step-1 :
Identification of Risks
Step-2 :
Analysis of Risks
Step-3 :
Evaluation of Risks
Step-4 :
Treatment of Risk
Step-5 : Monitoring, Review, and Control
Identification of Risks:
Risk Related to ISO 9001:2015 and IATF 16949:2016:
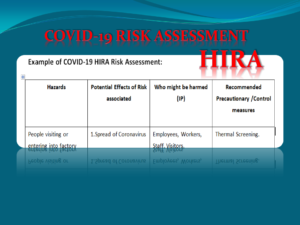
During the identification of Risks, we shall consider the [1] Internal and external issues, [2] Needs and Expectations of Interested Parties, [3] Significant effects of QMS Intended Results like Significant Objectives, Process related Significant Effects, warranty, Field Failure, lacking of technology, Bossiness Competition, market value, Shortage of Raw materials, outsource Process Effects to Organization, etc.
Apart from the above, we shall also include in its risk analysis at a minimum lessons learned from Product recalls, Product audits, Field Returns, and Repairs, Scrap and rework, etc.
Examples of Risks: High Warranty Percentage, Lack of Technology, High Scrap, High B/D, Less Selling Value, etc.
Identified risks are generally represented in the Risk register.
Risk Related to ISO 14001:2015 and ISO 45001:2018:
While Identifying the risks related to ISO 14001, we have to consider the [1] Internal and external issues, [2] Needs and Expectations of Interested Parties, [3] Significant environmental Impacts [4] Compliance Obligations.
When determining the risks related to ISO 45001, we have to address the risk by accounting for [1] hazards [2] OHS risks, [3] Legal and other requirements, [4] Internal and external issues, [5] Needs and Expectations of Interested Parties.
Examples of Risks: High Noise, Water Pollution, Discharge of untreated Water, Solid Waste Spilled at the outside boundary of the factory, etc.
Analysis of Risks:
The main goal of Risk Analysis is to calculate the risk score/ rank and categorize the different types of Risk. In this method, we have to collect the data for the Probability and Impact score.
Example:
[1] High Noise at XYZ Area, let probability is 3 out of 10 scales and
Impact is 5 out of 10 scales.
Risk Score = 15
51-100
High Risk
25-50
Medium Risk
<25
Low risk
In the above example, High noise falls under the Low Risk.
Evaluation of Risks:
The Organization will decide on the Significant Risks Cut-off Value. Let us decide here 51 to 100 is the Cut-off value, then we can surely say the above Risk [High noise] does not come under the Significant Risk.
Here we just need to evaluate the Risk whether significant or insignificant.
Treatment of the Risks:
A mitigation plan has to be taken to bring down the significant Score to an Insignificant Score
Monitoring, Review, and Control:
After the implementation of the Action plan, the Effectiveness of Risk needs to be done by regular monitoring of data.
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.
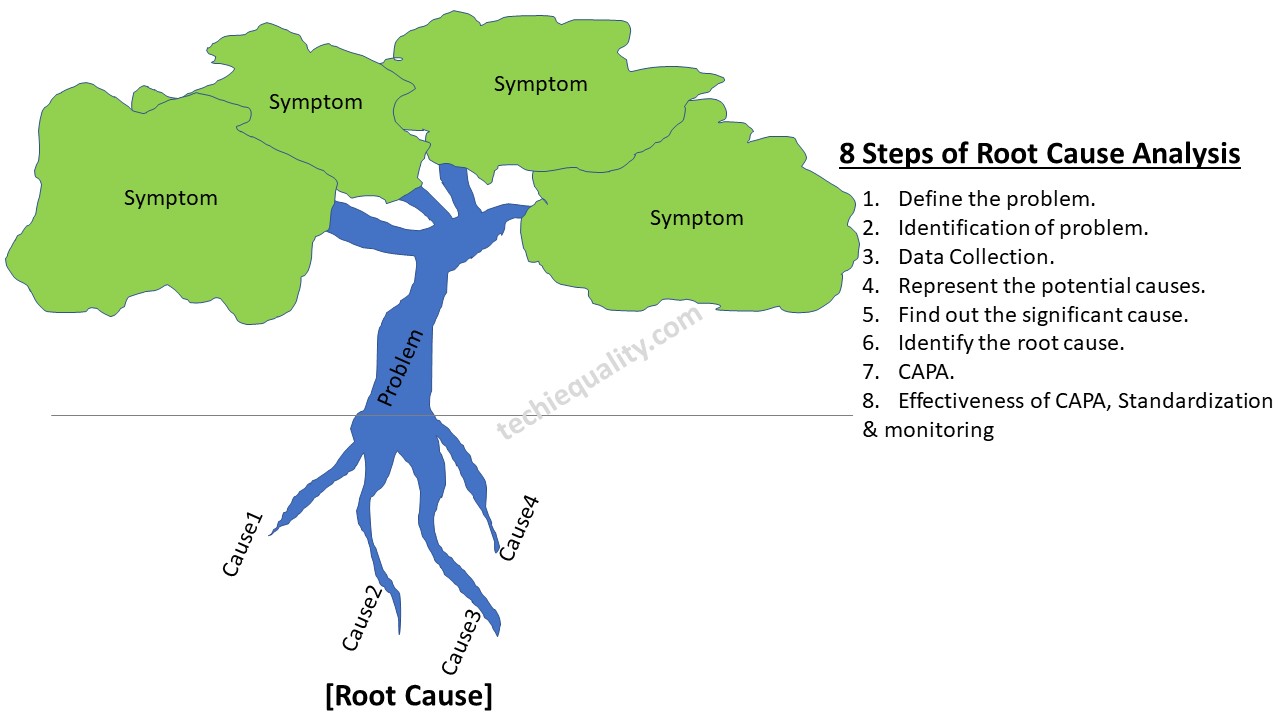
Root Cause Analysis is a frequently used and Popular Method to aid in catching the exact reason for a problem. It will help you to find out the primary cause of the problem so that we can determine what happened, and why it happened and also formulate the Prevention so that the problem will not occur again. It’s a vital part of the Continuous Improvement.
Define the Problem: – This step will
help you to understand the problem definition.
Step Two:
Identification of Problem: – What exactly happening, Where the problem is being occurred and what are the symptoms of the problem?
Step Three:
Collect Data – Before collecting the Data, You have to plot thePareto Chartof Existing Past data for the last six months at least. Then formulate the template according to the higher contributing causes with the help of the Pareto Principle (80/20 rules). Set up the Template machine-wise, process-wise, and shift-wise etc. At least collect the data for three months.
Represent The Potential Cause: – Now you have to plot the Pareto chartwith the Present collecting data. Next, to apply the Pareto principle to identify the Problems among the set, that are coming under the 80% contribution.
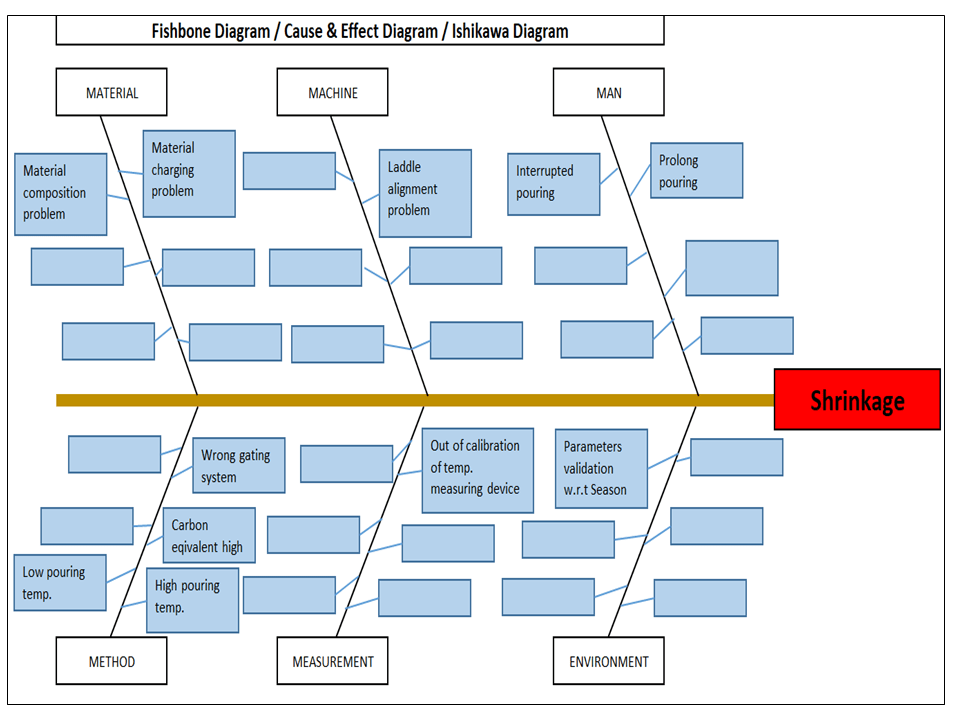
All Problems that are coming under the 80% contribution need to be plotted in the Fishbone Diagramindividually to represent the Potential Causes.
Find out the significant Causes: A hypothesis test needs to be executed here to find out the significant reasons.
For example, let us take the Shrinkage as the problem, which is coming under the 80% contribution (The decision will come from the Pareto chart considering its Principle rules). Let Shrinkage has three potential causes [1] High Pouring Temperature, [2] Wrong Gating System Design, [3] High Carbon Equivalent. To find out the significant causes of the three problems. We have to do the Hypothesis test as per the below pattern as
[1] High Pouring Temperature vs.
Shrinkage.
[2] Wrong Gating System Design vs.
Shrinkage
[3]High Carbon equivalent vs.
Shrinkage.
After doing the hypothesis testing as per the above pattern, one or a number of causes will come to the point as significant Causes.
Now you have to follow step six to identify the Root Cause.
Step Six:
Identify the Root Causes:-
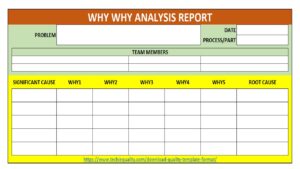
Before you execute the root cause identification. List all significant causes. Thereafter, we have to do the Why-Why Analysis of all individual significant causes until to get the Root Causes. Once you completed the 5-whys analysis try to document these in why why analysis template.
Step Seven:
CAPA: Corrective and Preventive Action
Plan to be Prepared.
Effectiveness of CAPA: – After implementation of CAPA, Trend Analysis needs to be plotted to figure out the effectiveness of CAPA or Action Plan. If the Action Plan is fully effective then the control mechanism and action plan need to the incorporated in relevant documents (e.g. FMEA, SOP, Control Plan, etc.).
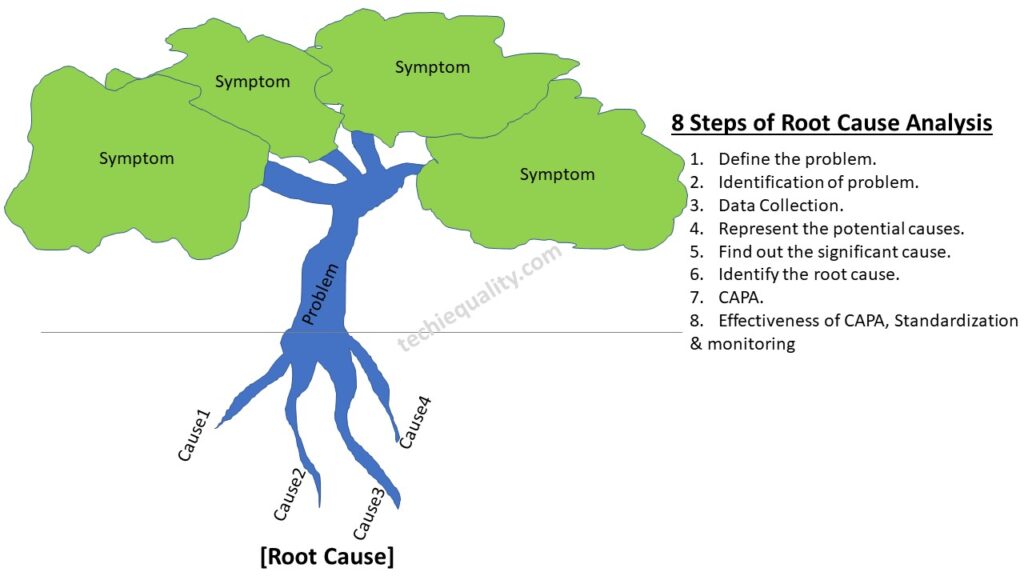
RCA or root cause analysis is a very important methodology to identify the root cause of any problem, issues, defects, non-conformities, customer complaints, warranty analysis, variation, deviation, abnormal activities, etc. There are many improvement projects being implemented in manufacturing industries such as the six sigma project, Quality Circle project, Kaizen, and small group activity project, where RCA is a vital milestone to successfully achieve the project goal. Proper RCA will help you to address the root cause for formulating the action plan to resolve the problem. You can follow the below 8 steps to do the proper RCA.
Root Cause Analysis
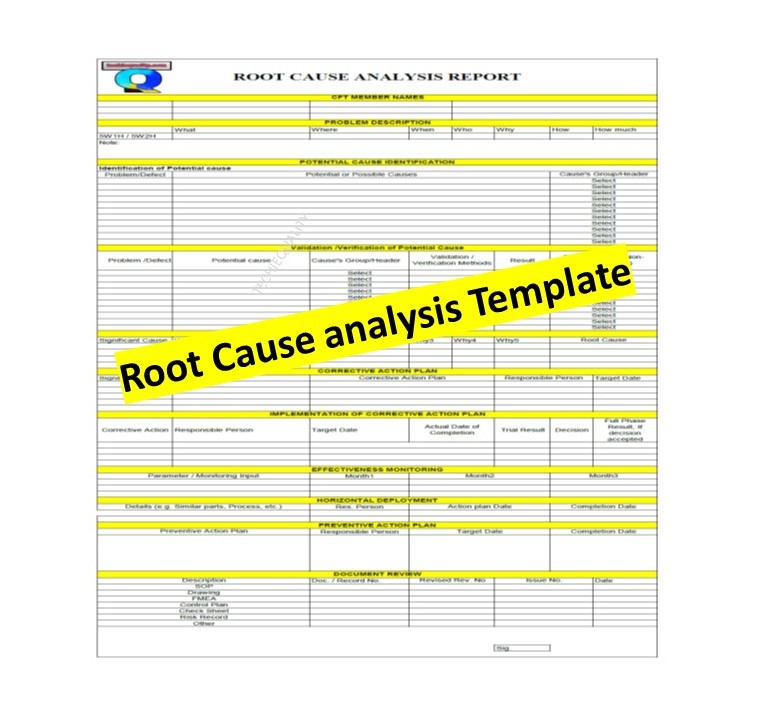
Before taking any example, we are going to know the tools used in RCA, for the problem statement i.e. [problem definition and identification] you can use the 5W1H or 5W2H tools. similarly, we have mentioned the tools used in the rest of the RCA steps are given below;
8 steps of RCA
Common Applicable Tools& Template
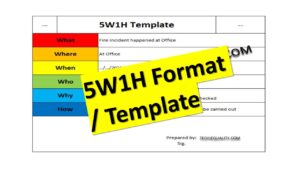
Define the problem
5W1H or 5W2H
Identification of the problem
5W1H or 5W2H
Data collection
Data collection Format, Pareto chart, etc.
Represent the potential cause
Fishbone or Cause & Effect or Ishikawa diagram
Find out the significant cause
Hypothesis test, validation of potential causes
Identify the root cause
Why-Why analysis [5W analysis]
CAPA
CAPA template, 8D, etc.
Effectiveness of CAPA, standardization & monitoring
Inspection report template, SOP, WI, CP, FMEA, etc.
RCA Examples:
Let’s consider a company manufacturing automobile parts and supplying those parts to OEM customers, but one day one complaint was received from the customer for a blow hole problem. for the same problem, the customer asked for an action plan. To resolve the problem and form an action plan the process QA engineer started the RCA [root cause analysis] of blow hole issues. They have followed the above steps for RCA and the same is given below.
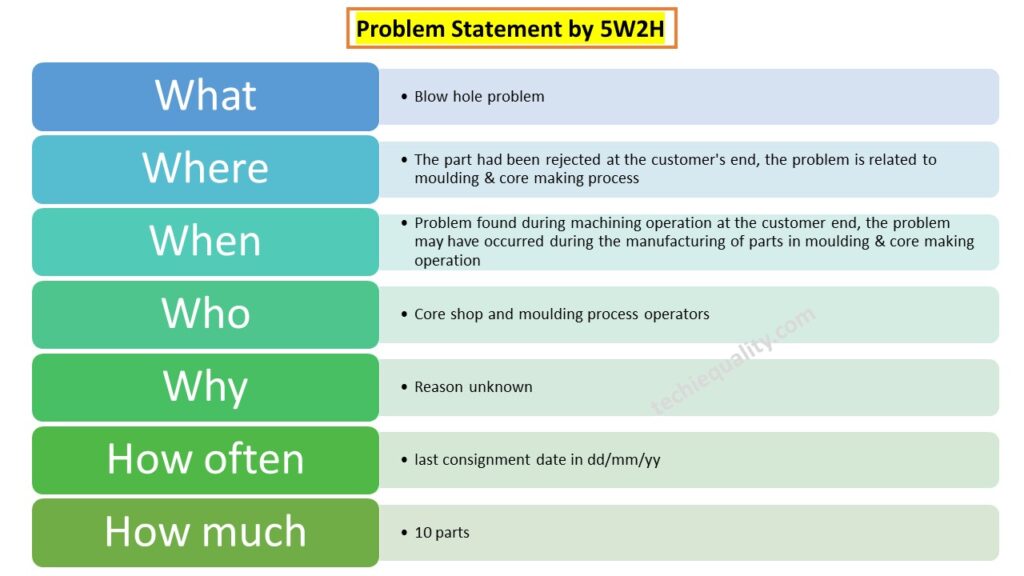
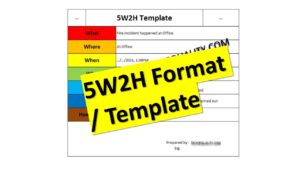
Problem Statement:
What: Blow hole problem
Where: The part had been rejected at the customer’s end, the problem is related to moulding & core making process
When: Problem found during machining operation at the customer end, the problem may have occurred during the manufacturing of parts in moulding & core making operation
Who: Core shop and moulding process operators
Why: Reason unknown
How often: last consignment date in dd/mm/yy
How much: 10 parts
Problem Statement by 5W2H
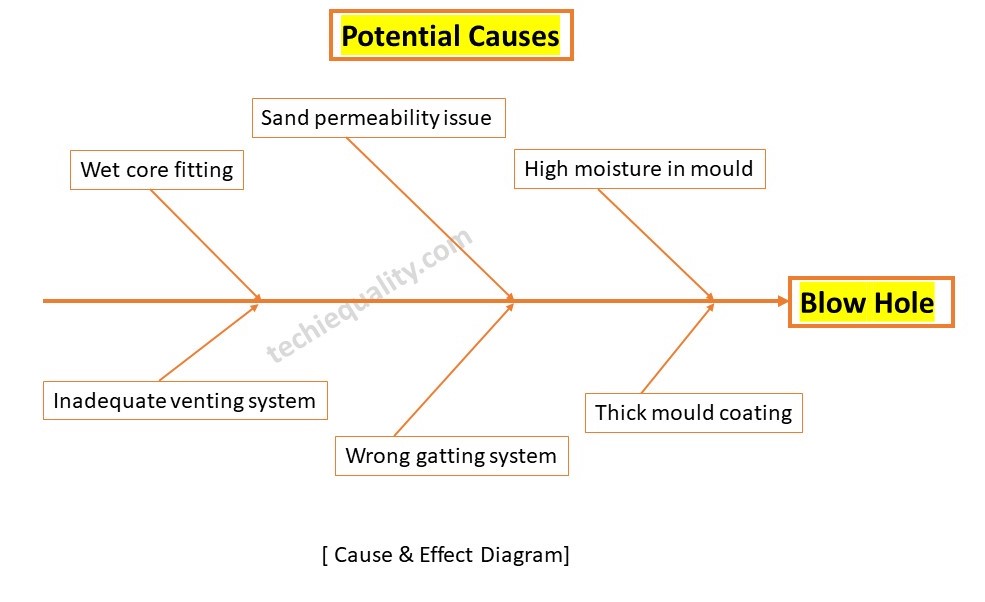
Now, with the help of a cause & effect diagram, we have to identify the potential causes for the blow hole problem, below are the listed potential causes but these are not limited to
Wet core fitted in moulding.
Inadequate venting system.
Wrong gatting system
High moisture in mould
sand permeability issue
Thick mould coating.
We plotted a cause-and-effect diagram using the above potential causes, and we show the diagram below;
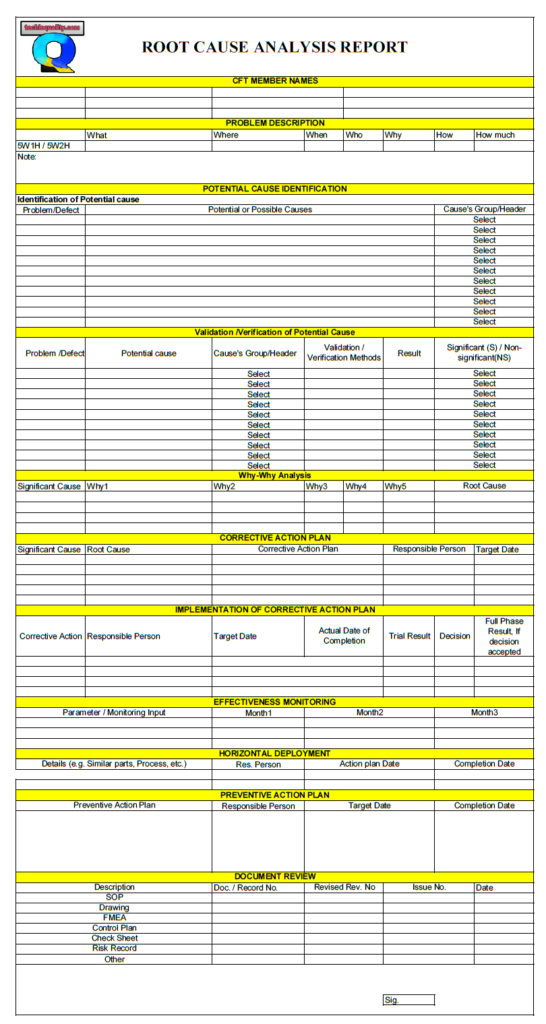
Now, we have to find out the significant cause with the help of a hypothesis test or validation of potential causes. after doing the validation of all the above potential causes by following the validation methodology, we found that “wet core” was the significant cause. so the next step is the identification of the root cause.
RCA of blowhole by why-why analysis:
SC: Wet core fitted in moulding
Why: Core was wet
Why: The team did not follow the drying procedure properly.
Root Cause: Lack of awareness
After doing the root cause analysis, you have to formulate the CAPA and need to monitor the effectiveness of the action plan. then you can standardise the document and if applicable you can do the horizontal deployment of the same.
Many tools, techniques, templates, and formats help conduct root cause analysis, but here we will discuss only some common and popular ones listed below.
Root Cause Analysis is a systematic process for identifying the root causes of a problem rather than just addressing symptoms, enabling effective corrective action.
2. Why RCA Matters
RCA matters because it:
Prevents recurrence of problems
Improves process reliability.
Reduces costs from rework, failures, and incidents
Supports continuous improvement and learning
Encourages fact-based decision-making
Strengthens accountability without blame
3. When to Use RCA
RCA should be used when:
A significant incident or failure occurs
There are repeated or chronic problems
A problem has high risk, cost, or impact
Regulatory, safety, or quality requirements demand it
A process deviation leads to undesired outcomes
You need to understand system weaknesses, not just fix an error
4. When RCA is Useful
RCA is especially useful when:
The problem is complex or multi-factorial
The cause is not immediately obvious
Multiple teams or processes are involved
You need long-term corrective actions
Data, evidence, and subject matter experts are available
5. Benefits of RCA
Identifies true root causes, not symptoms
Leads to sustainable corrective actions
Improves process design and controls
Enhances organizational learning
Reduces repeat incidents
Strengthens risk management
Builds a culture of improvement
6. Limitations of RCA
Time- and resource-intensive
Results depend on data quality
Can be ineffective if:
Poorly facilitated
Politicized or blame-focused
Not ideal for:
Simple, one-off issues
Situations requiring immediate action only
May miss causes if the system boundaries are too narrow
7. Best Practices for Effective RCA
a. Define the Problem Clearly
Be specific, factual, and measurable
Focus on what happened, where, when, and the impact
b. Focus on Systems, Not People
Ask why the system allowed the error
Treat human error as a symptom, not a root cause
c. Use Structured Tools
Common RCA tools:
5 Whys
Fishbone (Ishikawa) Diagram
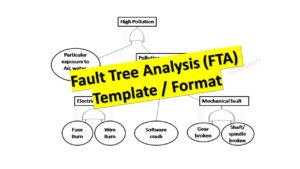
Fault Tree Analysis
Pareto Analysis
Process Mapping
7QC Tools
CAPA
d. Use Evidence and Data
Rely on facts, records, observations, and timelines
Avoid assumptions or opinions
e. Involve the Right People
Include process owners and subject matter experts
Encourage open, blame-free discussion
f. Identify Root Causes, Not Just Contributing Factors
Validate that removing the cause would prevent recurrence
g. Develop Strong Corrective Actions
Effective actions:
Address the root cause directly
Are measurable and realistic
Include ownership and deadlines
Prefer engineering or system controls over training alone
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.
How to Plot Pareto Chart in Excel | Manufacturing example
How to Plot Pareto Chart in Excel ( with example), step-by-step guide and illustration with example is given below, just follow to prepare the Pareto chart in Excel.
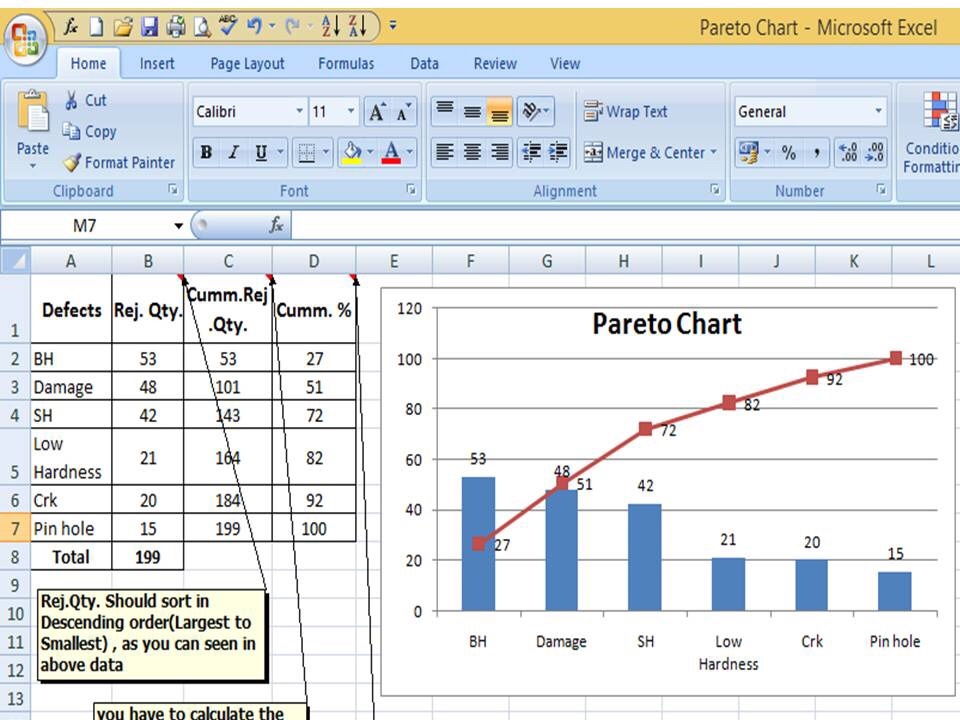
A Pareto Chart is named after the Italian Economist Vilfredo Pareto. It is a type of chart which contains both bars and a line graph, where the individual values are represented in the bar graph in descending order (largest to smallest value) and the cumulative percentage is represented in the line graph.
Purpose of Pareto Chart:
The purpose of the Pareto Chart is to indicate the Contributions among the set of data.
E.g. let us have six types of defects that we would like to know the most cumulative contributions among them those contributing the 90%, in such a scenario, we have to plot the Pareto Chart to know the 90% contribution with the help of line Chart, we simply cover the 90% level of line Chart, those are coming under the line graph will represent the 90% contribution. so simply Pareto Chart is helping here to identify the contribution.
Understanding the Pareto Chart principle (The 80/20 rule):
The Pareto principle is also known as the 80/20 rule derived from the Italian Economist Vilfredo,
The principle is understood as –
20% of the input creates 80% of the results
Or
80 % of the effects come from 20% of the causes.
Illustration of How to Plot Pareto Chart in Excel
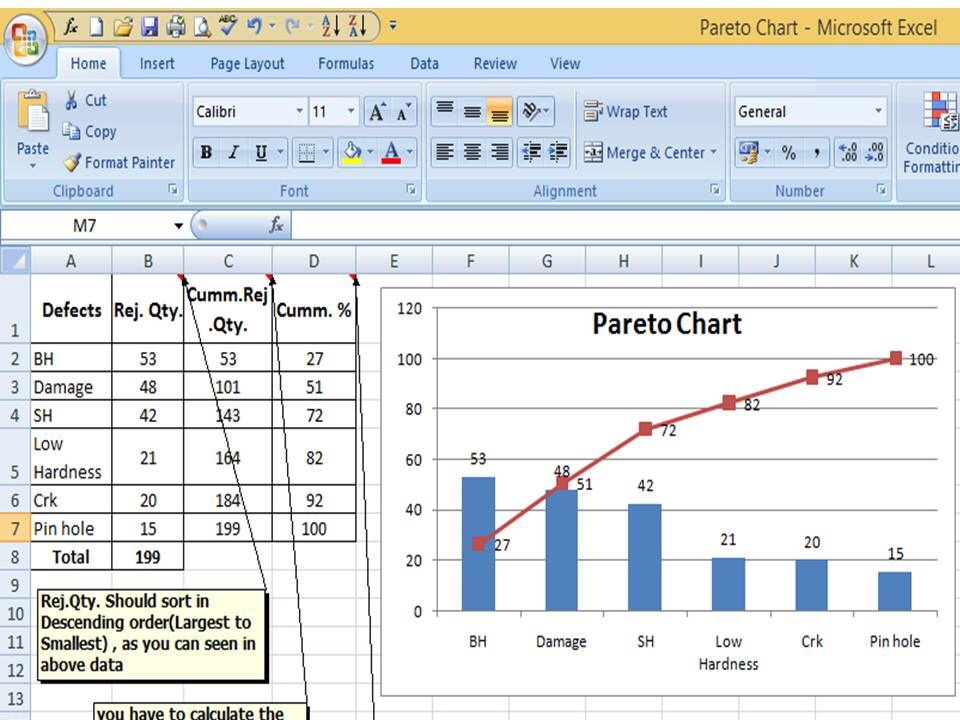
In the above Pareto Chart, we can see the cumulative% in the line graph, According to the Pareto Chart principle 80/20 rule, the 80% cumulative in the line graph is filling under the low hardness, which means BH, Damage, SH and Low hardness defers are coving the 80% of contribution over total types of defects. And those 80 % contributions were due to the 20% of the cause.
Advantages of Pareto Chart:
1. To optimize the production
2. Reduces the Rejections
3. Reduce the COPQ/COQ
4. Improve the quality
5. Improve the performance of the product
6. Improve the customer satisfaction
7. Reduce the rework cost.
Etc.
How to Plot Pareto Chart in Excel ( with example):
Step -1
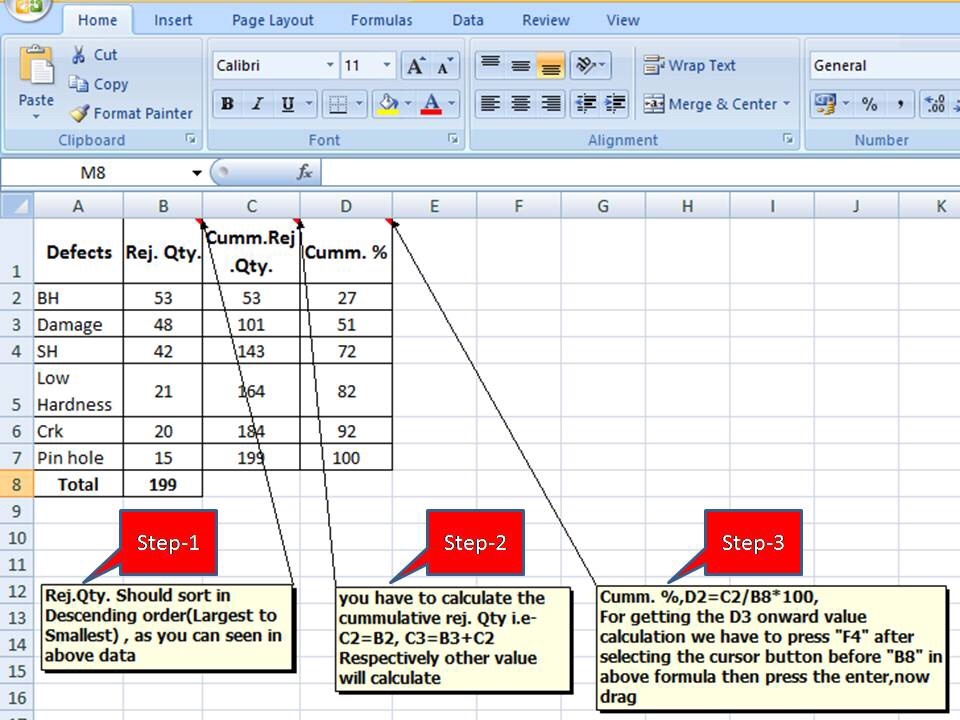
We have six types of defects BH(Blow Hole), Damage, SH(Shrinkage), Low hardness, Crk( Crack), and pinhole, and the total rejection quantity is 199. So now we have to arrange/sort the rejection Quality value in descending order (largest to smallest)
Then we have to calculate the cumulative rejection quantity and cumulative % as per the below step ( from steps 1 to 3)
As described above, the Rejection quantity should be sorted in descending order(Largest to smallest), then you have to calculate the cumulative rejection quantity i.e C2=B2, C3=B3+C2, respectively other values need to be calculated, and finally Cumulative %, D2=C2/B8x100, for getting the D3 onward value calculation, we have to press “F4” after selecting the cursor button before “B8” in the above formula then press the enter, now drag.
Step -2
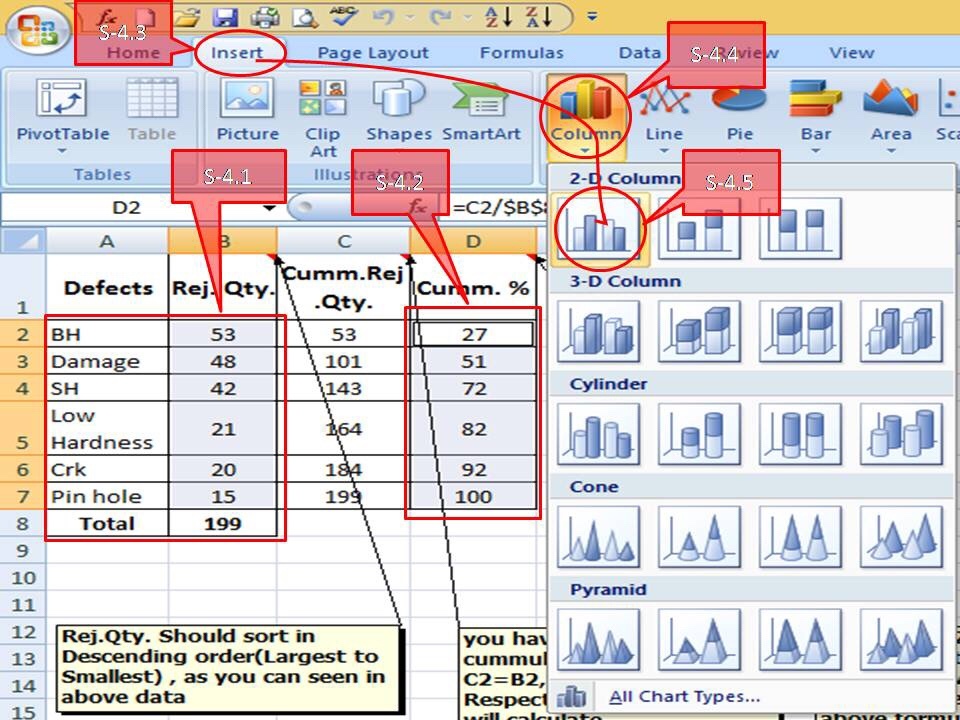
Now you have to select defects, rejection quantity, and cumulative % column as per the above, and then go to the insert column and select the bar chart. Simply follow the steps(From S-4.1 to S-4.5) given in above.
Step -3
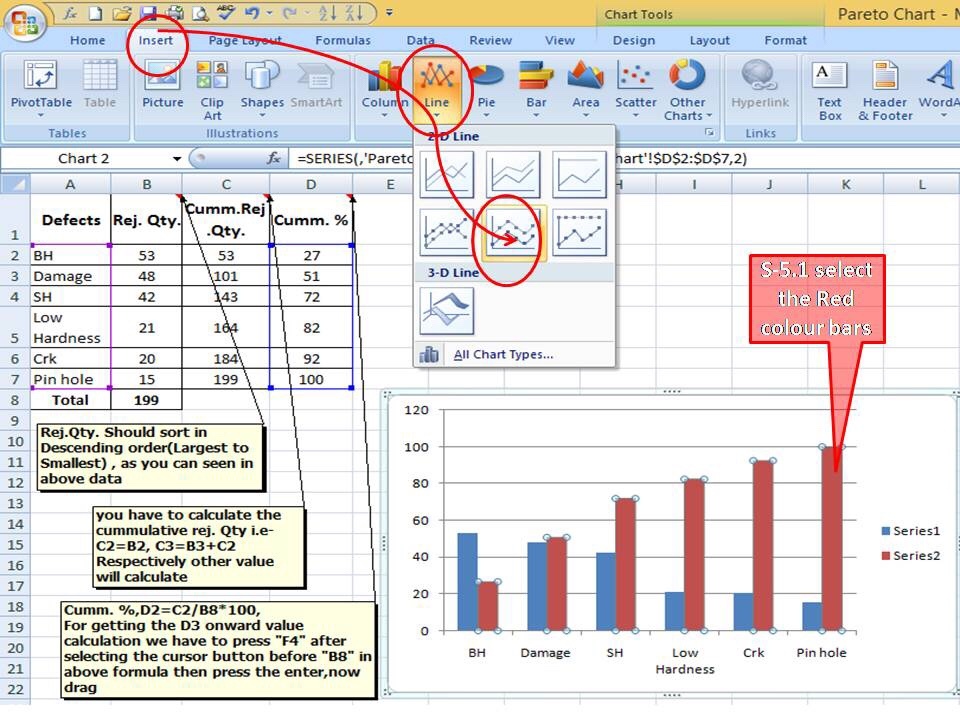
After selecting the bar chart, just follow the steps (select “insert” in the Excel sheet then line and finally select the “Line” graph) as described below ( convert the red colour bar into the line Chart )
After the conversation of the secondary red colour bar into the Line Chart, the Pareto Chart will be ready to use as
In the above Pareto chart, you can see the bar represents the defect’s Rejection quantity and the line represents the contribution of the cumulative percentage.
Example:
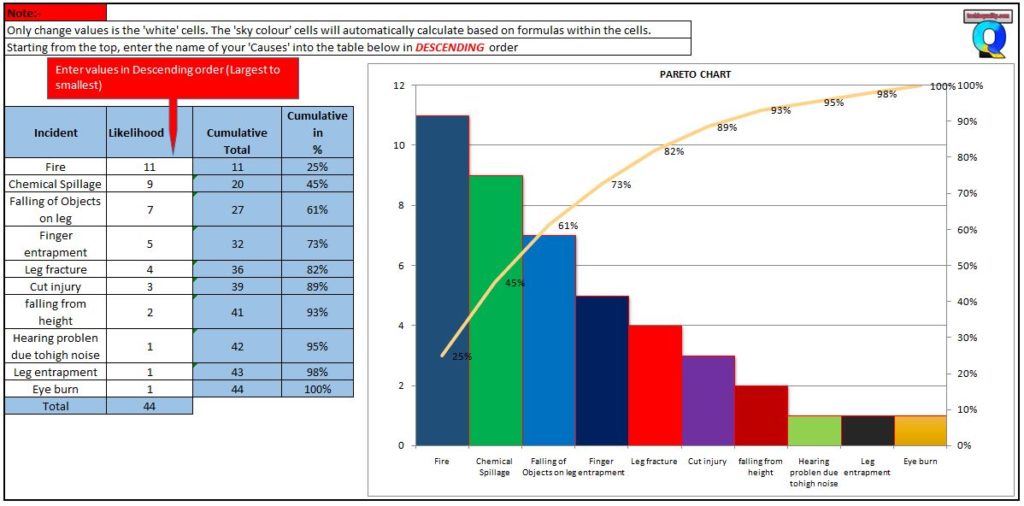
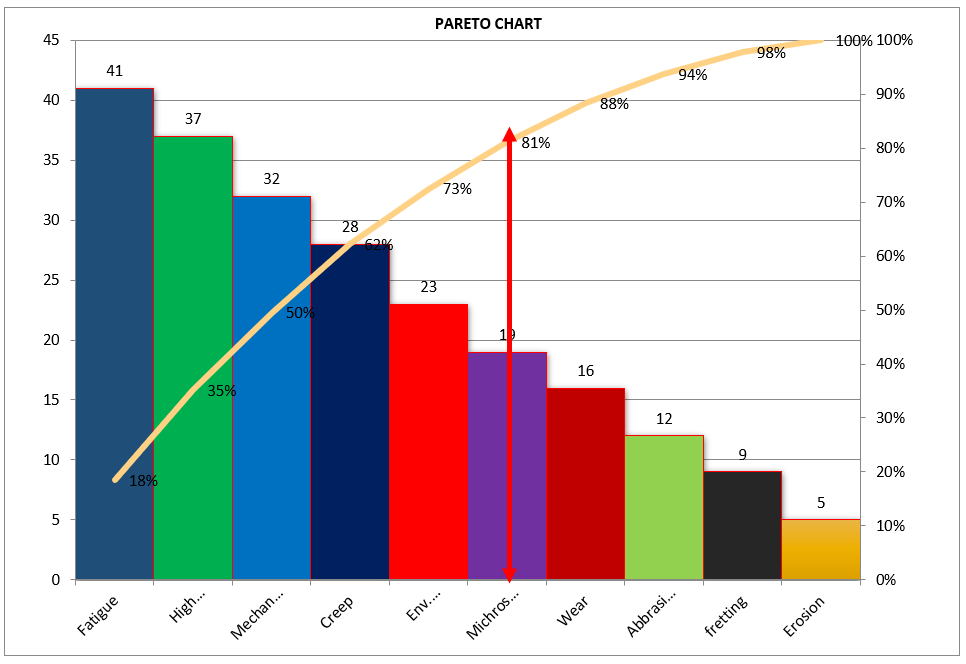
A total of 44 numbers SHE-related incident has been registered in the manufacturing industry in the last couple of financial year. To know the contribution of the individual incidents the SHE officer prepared the Pareto chart. The same Pareto chart is given below.
you can follow the below steps to analyze the Pareto chart;
Collect the data.
plot a Pareto chart with the help of the above steps.
Apply the 80:20 rules/principle.
select the defects under 80% contribution
Brainstorm the potential cause.
Do the hypothesis test or validate the potential cause to find out the significant cause.
Do the RCA
Take the action plan
Implement the plan.
Monitor the effectiveness.
Example-2 of How to Plot Pareto Chart in Excel
Plot the Pareto chart of the given below data.
Defects
Rejection Quantity
A
100
B
80
C
70
D
50
E
30
follow the below steps to plot the Pareto chart
Step-1:
First of all, calculate the cumulative rejection quantity
Defects
Rejection Quantity
Cumulative Rejection Quantity
A
100
100
B
80
180
C
70
250
D
50
300
E
30
330
Step-2:
calculate the cumulative rejection %
Defects
Rejection Quantity
Cumulative Rejection Quantity
Cumulative rejection %
A
100
100
30
B
80
180
55
C
70
250
76
D
50
300
91
E
30
330
100
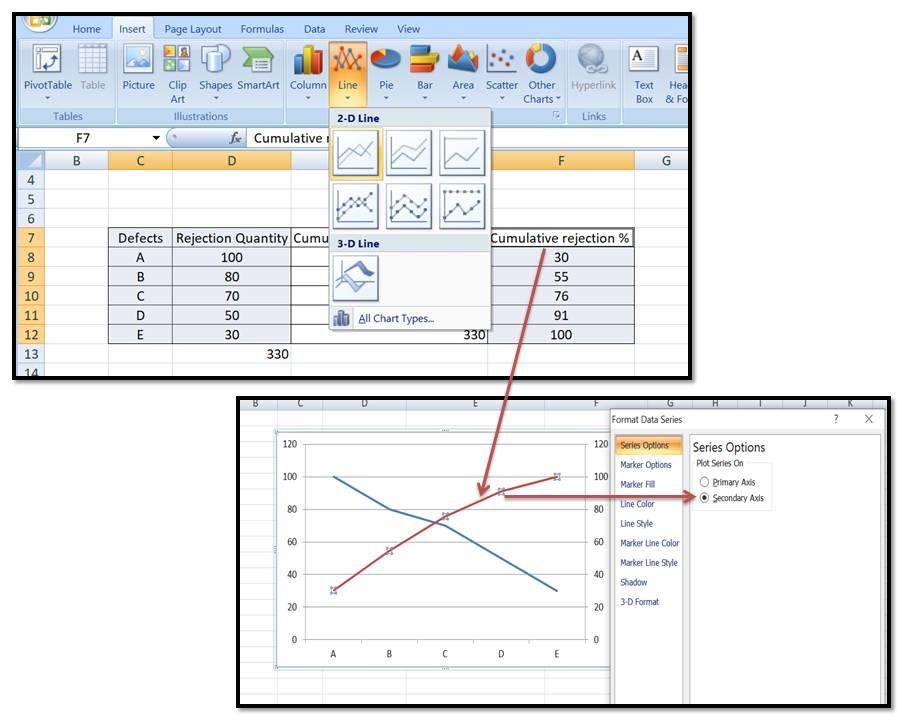
Step-3:
Select the Defects, Rejection quantity, and cumulative rejection % column, and then go to the Insert—>>Line chart. once you select the line chart then, select the cumulative rejection% line chart as the secondary axis. go through the below image for a better understanding.
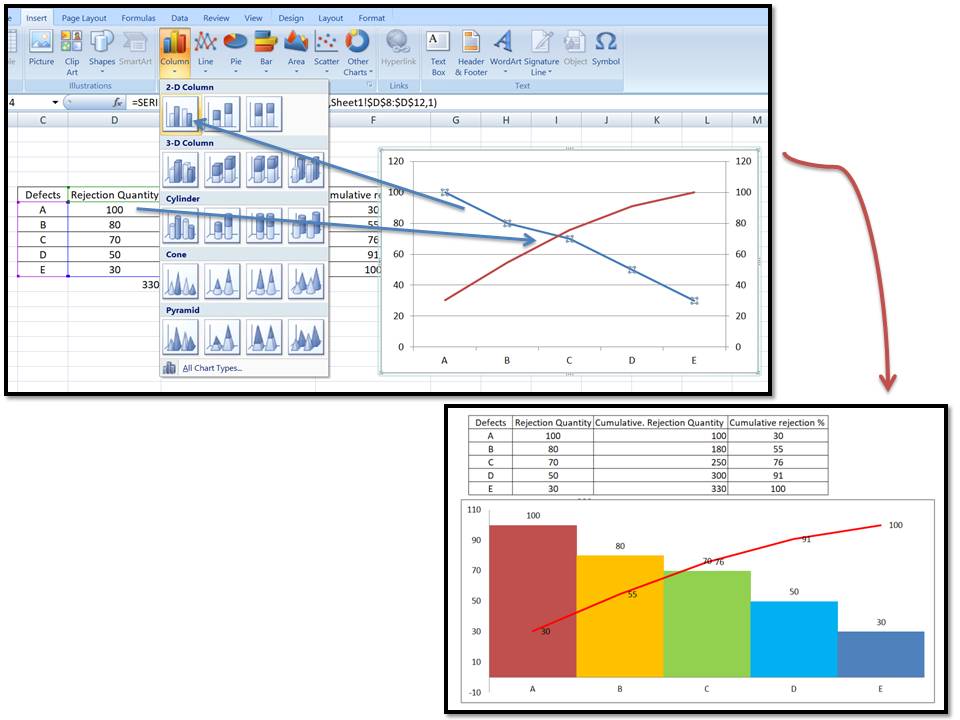
Step-4:
Select the rejection quantity line chart and then, go to the insert——>>Column chart. now the Pareto chart is ready, if you want to customise the colour, and gap then do it manually for a better visual effect.
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.
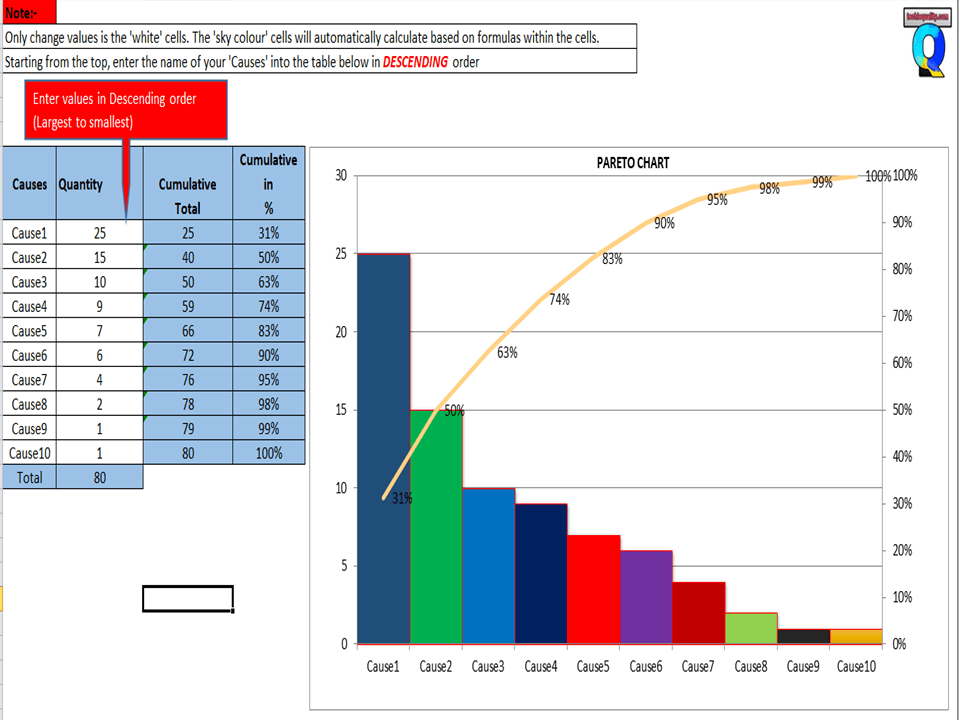
Pareto Chart Excel Template | Step by Step guide of template usages:-
Hi Readers! In this article, we have discussed on Pareto Chart Excel Template with a manufacturing example. and also you can learn here, the Pareto chart principle (80/20 rule). if you would like to download our excel template or format then, go through the below link.
After downloading, the above Pareto Chart Excel Template Carefully read the Note and red highlighted box marked in excel.
Note 1:- White cells are only changed values. The sky colour cells will automatically calculate based on the formula within the cells.
Note 2:- Starting from the top, enter the name of causes into the table below in descending order (Largest to Smallest Values)
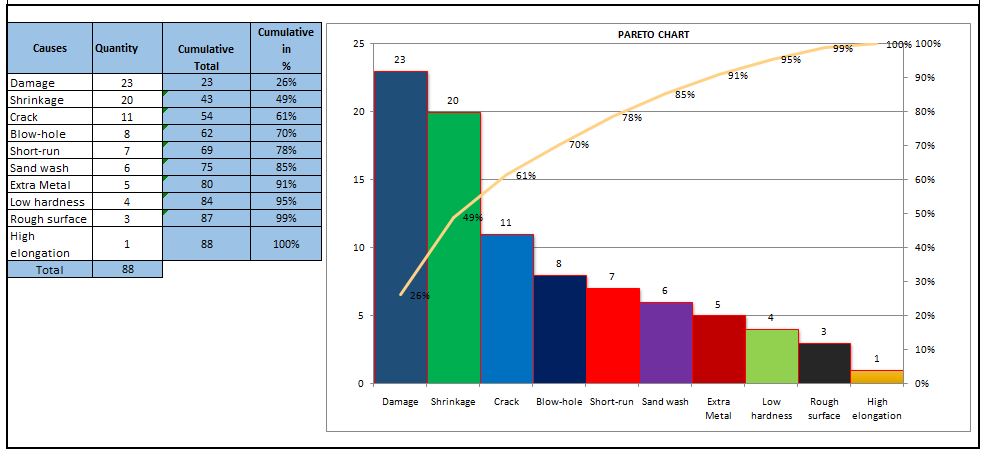
Example of Pareto chart:
Let us have ten causes as Damage, Crack, Shrinkage, Short-run, Blowhole, Pin-hole, Extra Metal, Sand-wash, Rough Surface, Low hardness, and High elongation.
Causes
Rejection
Quantity
Damage
23
Shrinkage
20
Crack
11
Short-run
7
Blow-hole
8
Extra Metal
5
Sand wash
6
Rough surface
3
Low hardness
4
High elongation
1
Now you have to do the sorting of Rejection Quantity in
Descending order (Largest to smallest value)
Descending order of Rejection Quantity of above causes are,-
Causes
Rejection Quantity
Damage
23
Shrinkage
20
Crack
11
Blow-hole
8
Short-run
7
Sand wash
6
Extra Metal
5
Low hardness
4
Rough surface
3
High elongation
1
Now directly we have to enter the name of causes and Rejection quantity (After sorting the value in descending order) into white cells of the Excel template sheet. After entering the values the Pareto chart will look like as below.
The 80/20 Rule or Pareto Principle is the most important part of Pareto Analysis. The rule 80/20 says that 80% of the effects come from 20% of the causes.
In Italy, Vilfredo Pareto has originally observed that 20% of people were owned 80% of the land. This principle was applied to quality control and favoured the use of the statement of phrase, which is “The Vital few and useful many” to define the 80/20 rule in the 20th century by Dr. Joseph M. Juran. Nowadays this principle is so popular and very useful in describing the contribution of the causes.
Understanding of Principle:-
Let’s get started with this principle, and how it is applicable in different sectors like manufacturing and non-manufacturing unit or service sectors. This principle is not limited to any particular sector or unit’s problems or defects to identify the contribution. It will help you to resolve 80% of problems/causes/defects among the 100% of problems.
How this principle is related to the
different fields: – (Example)-
Filed failure (for example (a)-80% of the field failure comes from 20% of the Causes. (b)-80% of the field failure comes from 20% of the Customer).
80% of the results come from 20% of the Team.
Risk Management (e.g. 80% of the Risk comes from 20% of the Causes).
Let us have ten types of Causes and individual causes having a number of defects. Now we need to work on merely an 80% contribution to resolve the problem. But the things are how to identify the causes those are coming under the 80% contribution. So to identify the contribution we need to use the Pareto chart for knowing the contribution. So I would recommend you to download the above Pareto Chart Excel Template then, follow the steps and identify the contribution.
Advantages of Pareto Chart:
1. Production Optimisation.
2. Rejection Reduction.
3. Cost of Poor Quality Reduction.
4. Quality level Improvement.
5. Product Performance Improvement
6. Customer satisfaction Enhancement.
7. Rework cost reduction.
Etc.
The Pareto chart is the most commonly used tool in manufacturing industries, I remember when I was working in the quality department, how frequently I used this tool in our daily quality issue analysis. I used this tool on a daily line rejection analysis, as well as in different types of QA or QC projects like quality circle projects, SGA projects, Six Sigma projects, etc. With the help of the Pareto chart, you can easily visualize the defect’s contribution and accordingly, you can do an analysis of the majority contribution for improvement.
FAQ:
The Pareto chart is one of the commonly used 7 QC tools in manufacturing industries.
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.
Fishbone Diagram Template With Example | Download Template
Download the Fishbone Diagram Template by clicking on the below link. Fishbone Diagram will help you to represent the Potential Causes of a Problem.
DOWNLOAD the Cause & Effect Diagram / Fishbone Diagram.
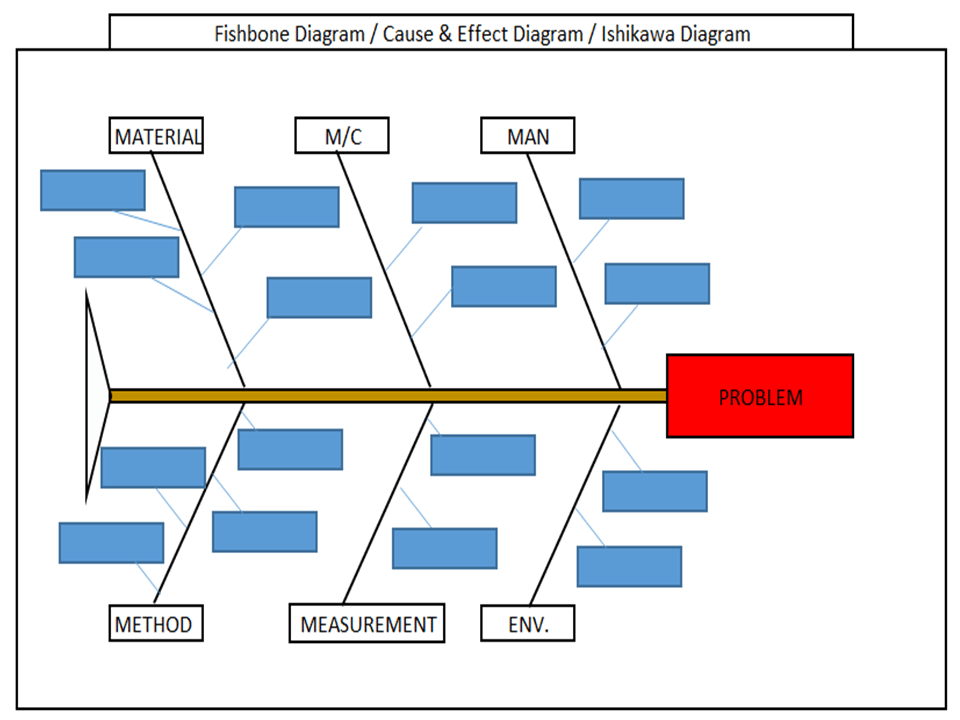
How to Use Fishbone
Diagram Template:
[Figure-1]
Step-1: Download the Fishbone Diagram Template (Link is given at the top)
Step-2: Enter the Name of the Problem in the Red Highlighted Box, marked in the Excel template (e.g. refer to the above Figure-1 for easy understanding)
Step-3: Identify and then enter the Potential causes in the Sky color box in the Excel template under Man, Machines, Material, Method, Measurement, and Environment.
How to Identify the
Potential Causes of a Problem:
Step-1: To make a CFT Team (Cross-Functional team). Members of CFT should be from different and different processes/areas or departments. E.g. someone from production, Quality, technical, R&D, Maintenance, etc.
Step-2: Individually identify the Causes through
Brainstorming.
Step-3: Before you identify the causes by all team members, you have to list up all causes without any repetition. Next, all members of the team should sit together to identify the new causes through Brainstorming. And finally, do the list up of all causes identify by individual and team.
Step-4: Represent all potential causes in the Cause and Effect Diagram Template or Fishbone Diagram Template or Ishikawa Diagram Template.
Step-5: Identify the Significant Causes with the help of Hypothesis testing.
I have taken a Problem from the Iron casting Process as Shrinkage. Here I need to represent the Potential causes of Shrinkage in the Fishbone Diagram Template or Cause and Effect Diagram Template or the Ishikawa Diagram template. First of all, I made a CFT team considering the members from the production process, quality, Development, and Maintenance Department.
Instructed all members to identify the Potential cause relevant to their work function in individually through Brainstorming. Next, collect all Potential causes. And then call a meeting for further identification of Causes together with all members through Brainstorming. List up all Causes and represent those in the Fishbone Diagram Template, just like the below figure.
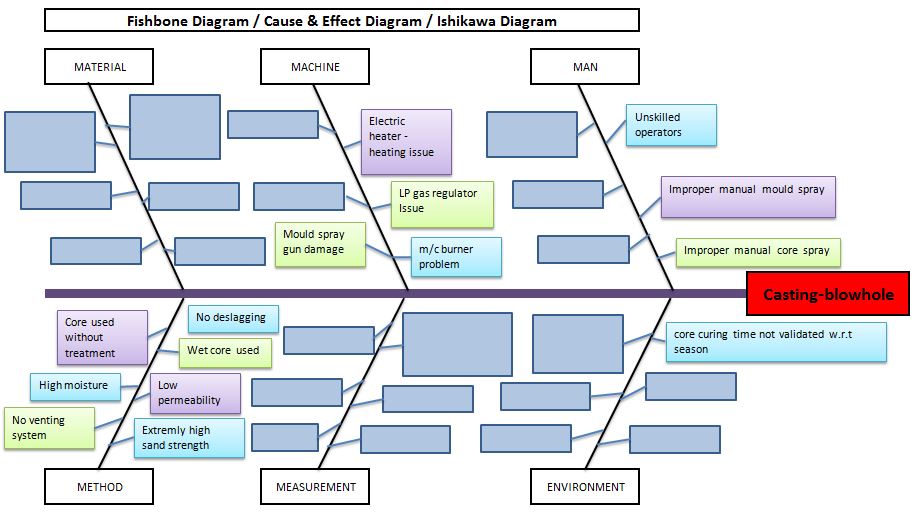
Example-2: Casting Blow-hole Problem:
Below are the potential causes that may cause the blow-hole problem in raw casting products;
Improper manual core spray.
Improper manual mould spray.
Unskilled operators.
Core curing time is not validated w.r.t season.
Core curing m/c burner problem.
LP gas regulator issue.
Electric heater -heating issue.
Mould spray gun damage.
No deslagging.
Wet core used.
Low permeability.
Extremely high sand strength.
No venting system.
High moisture.
Core used without treatment.
Benefits
of Fishbone Diagram:
It represents and displays the relationship of potential causes w.r.t Problem: – All Possible causes will represent them under which category among the man, machines, method, measurement, material, and environment.
Accumulate the possible Reasons in a single diagram: – It will be very difficult to resolve the problem without any idea of the Possible or Potential causes of any problem. So this diagram will show you all the causes simultaneously.
Involvement in Brainstorming: – It will help you to boost and structure the brainstorming to identify the possible causes or reasons.
It will help you to maintain the team focus to achieve the common goal: – As you know the team mission is to achieve the common goal means to identify the possible causes or reasons. All team members will identify the Causes or Reasons individually and together in a team to list-up the possible causes.
How to plot Ishikawa or cause and effect diagram of customer complaint:
first of all, download the cause and effect diagram template or Ishikawa diagram template from the given above link (at the top) and then follow the below steps. As per my own experience regarding the preparation of cause and effect diagrams related to customer complaints. at first, when I received a customer complaint, I just tried to understand the nature and type of problem and immediately called for a meeting for initial problem understanding with team members. Once it’s understood by all the team members, then we form a special team for 8D or CAPA formation.
Before doing the why-why analysis we have to identify the potential causes by using popular tools i.e. fishbone or cause & effect or Ishikawa diagram. To do so, the individual team members should identify the potential cause w.r.t customer complaints, Once you collect the all identified potential causes by individual members, then you have to plot the final fishbone diagram to keep in your mind with the repeated potential causes. when you choose to form the team at that time members should be in CFT of that process where the customer problem is related.
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.
How to calculate z-score in excel with a manufacturing example:
Hi Readers! Here, we are going to learn today how to calculate z-score in excel with manufacturing examples. And also we will understand the standard deviation calculation based on the sample and population. You can download the sample example excel template of z-score calculation from the below link as well.
Before starting the calculation, we have to understand the variance and standard deviation of the sample and population, so that very easily we can calculate the value of Z-Score.
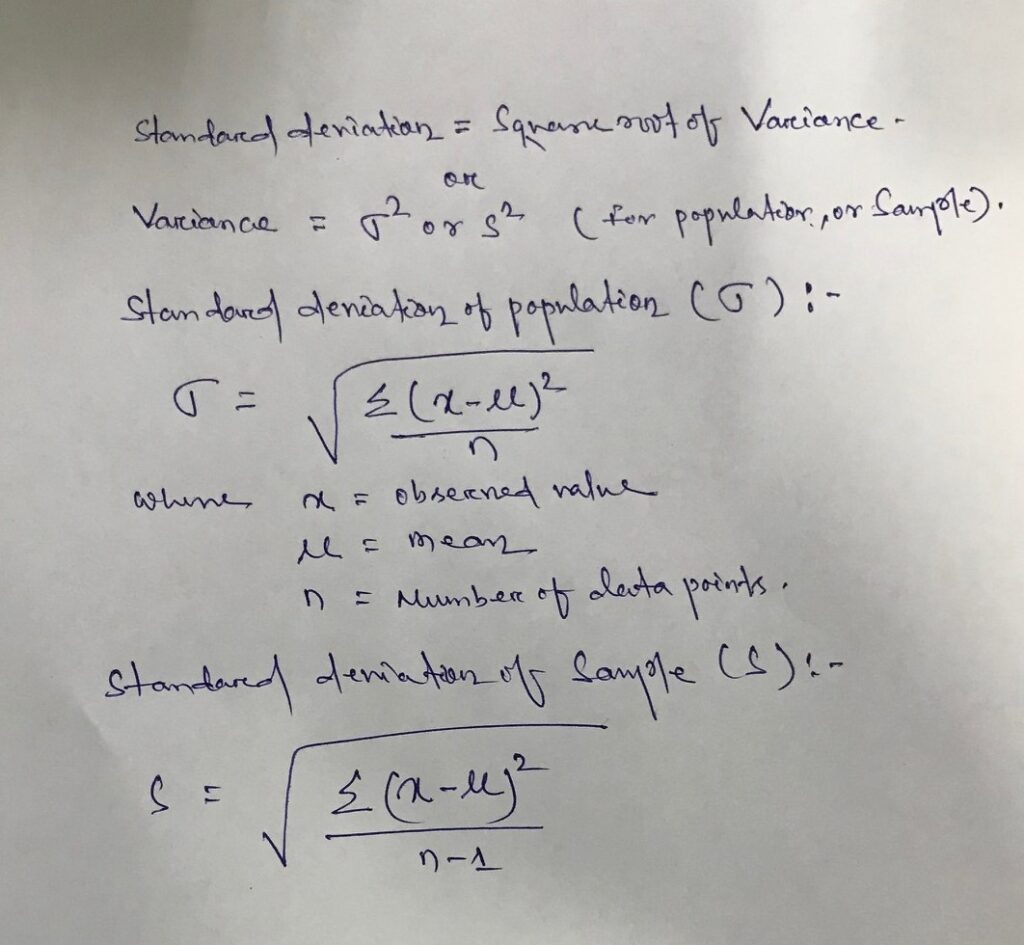
Relation between variance and standard deviation:
Standard Deviation is equal to the square root of the variance
σ or s = Square root of the variance
Variance = σ2 or s2
How to calculate z-score in excel with manufacturing example
For example, there is a 5 nos total data set that we have observed and these are given below as
Data set = [294, 295, 296, 295, 310], and the company has set the range of -1 to 1 as “not an outlier”. The individual data value which is greater than 1 or less than -1 is the outlier value from the data set.
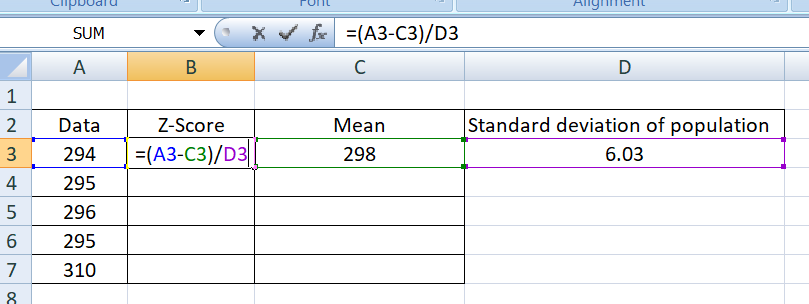
By using the above formula we are going to calculate the Z-score manually and then by Excel sheet.
Manual calculation of Z-Score:
Data set- = 294, 295, 296, 295, 310.
Z-Score = [xi-Mean]/ σ
Where, X1=294, X2=295, X3=296, X4=295, X5=310
Total number of data points (n) = 5
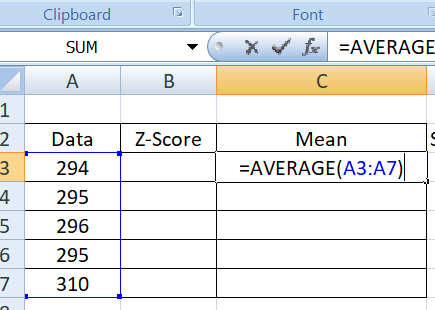
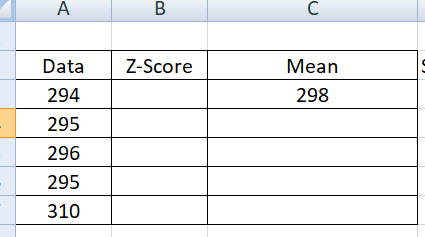
Mean of data set = (294 + 295 + 296 + 295 + 310)/5 = 298
Data
x-µ
(x-µ)2
Sum of (x-µ)2/n
Square root of (Sum of (x-µ)2/n)
294
-4
16
36.4
6.03
295
-3
9
296
-2
4
295
-3
9
310
12
144
Sum =
182
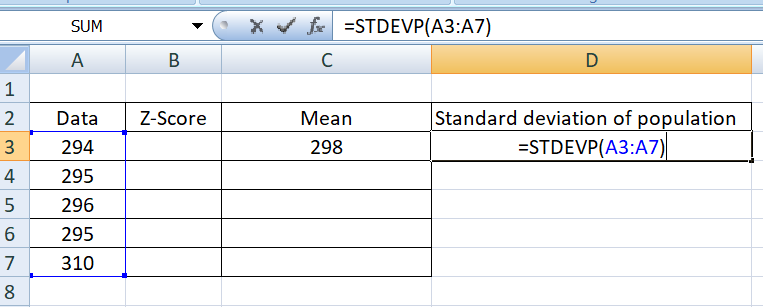
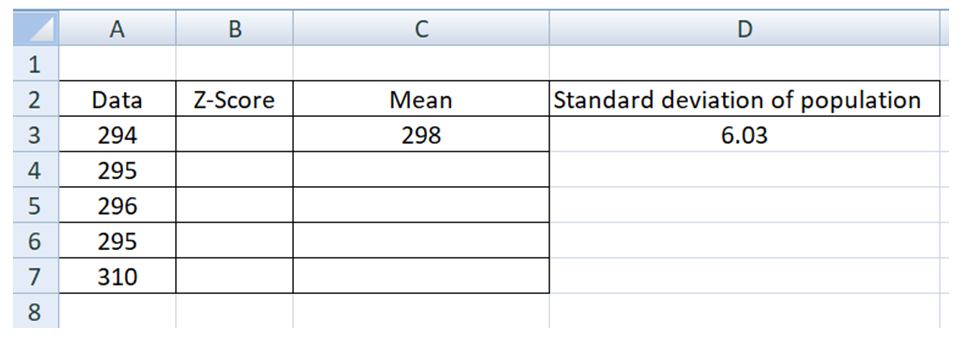
Mean, µ = 298, Standard deviation of population = 6.03, so Z-score is equal =
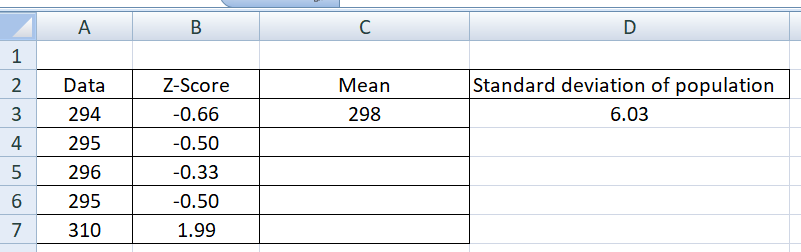
Z-Score = [xi-Mean]/ σ
For data value “294” Z-score equal to = (294-298)/6.03 = -0.66, similarly we have calculated the z-score for data set.
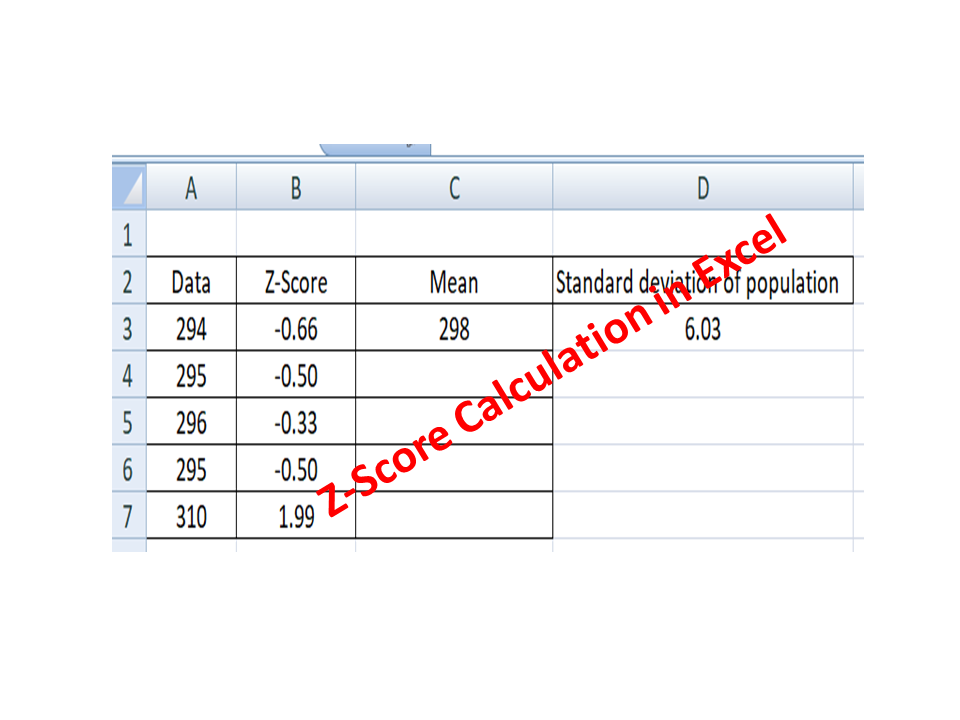
Data
Z-Score
294
-0.66
295
-0.50
296
-0.33
295
-0.50
310
1.99
Excel Calculation Methods:
Step-1: Open the excel sheet
Step-2: Type the data value like below in the Excel sheet
Data
294
295
296
295
310
Step-3: Use the below Excel function formula to calculate the mean
Step-4: Use below excel function formula to calculate the standard deviation of the data set.
Step-5: Use the below function formula to calculate the individual Z-score of all data value
Conclusion and data interpretation: As per the organization outlier criteria, the data value 310 is the outlier data among the above data set because the Z-score is 1.99 which is greater than the value of 1
Free Templates / Formats of QM: we have published some free templates or formats related to Quality Management with manufacturing / industrial practical examples for better understanding and learning. if you have not yet read these free template articles/posts then, you could visit our “Template/Format” section. Thanks for reading…keep visiting techiequality.com
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.
The 7QC Tools (Also Known as “Seven Basic Tools of Quality”) originated in Japan. First emphasized by Kaoru Ishikawa, a professor of engineering at Tokyo University and the father of “quality circles”. These tools are used to solve critical quality-related issues. You can use the 7 basic tools of quality to help understand and solve problems or defects in any industry. With the help of Excel, you can plot the graphs / Diagrams to resolve the daily quality problems. I will help you to understand the basic ideas and knowledge of 7QC Tools and their usage.
For solving problems seven QC tools are used Pareto Chart, Cause & Effect Diagram, Histogram, Control Charts, Scatter Diagrams, Graphs/Process Flow Diagram, and Check Sheets. All these tools are important tools used widely in the manufacturing field to monitor the overall operation and continuous process improvement. seven QC tools are used to find out the Root cause of the problem and implement the action plan to improve the process efficiency.
Enhances customer satisfaction through improved quality product
Reduce cycle time and improve efficiency
Control cost of poor quality / Cost of quality
Reduce defects and optimize the production
Reduce variations and improve the quality of Products
Encouragement of teamwork and confidence
Enhancement of customer focus.
Pareto Chart:-
A Pareto Chart is named after the Italian Economist Vilfredo Pareto. It is a type of chart that contains both bars and a line graph, where the individual values are represented in the bar graph in descending order (largest to smallest value) and the cumulative percentage is represented in the line graph.
Click here to learn “How to Plot Pareto Chart In Excel”.
Understanding the Pareto Chart principle (The 80/20 rule):
The Pareto principle is also known as the 80/20 rule derived from the Italian Economist Vilfredo,
The principle is understood as –
20% of the input creates 80% of the results
Or
80 % of the effects come from 20% of the causes.
Pareto Chart Example
[Figure-1]
In the above Pareto Chart[Figure-1], we can see the cumulative% in the line graph, According to the Pareto Chart principle 80/20 rule, the 80% cumulative in the line graph is filling under the low hardness, which means BH, Damage, SH and Low hardness defers are coving the 80% of contribution over total types of defects. And those 80 % of contributions were due to the 20% caused.
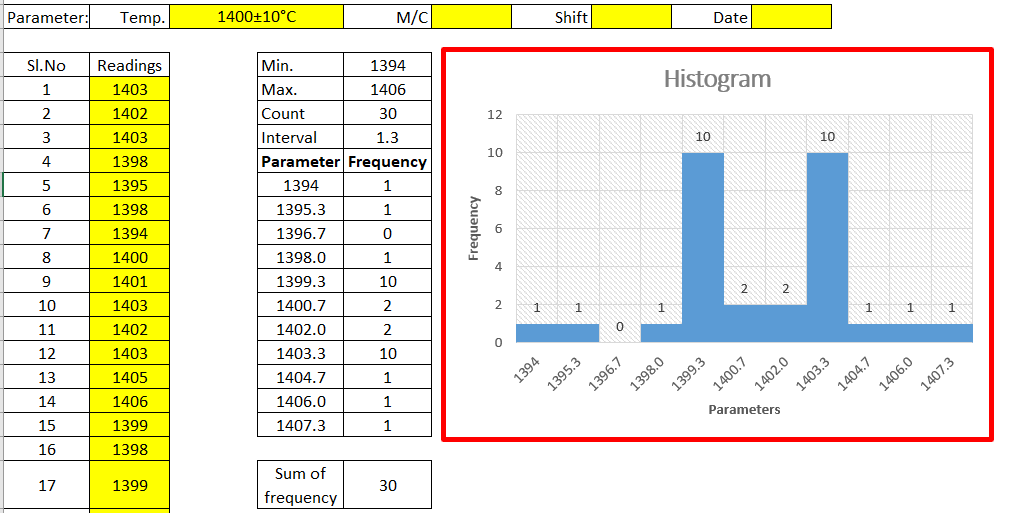
Histogram:-
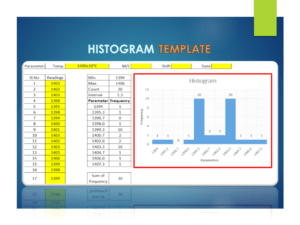
The histogram is one of the 7QC tools, which is the most commonly used graph to show frequency distribution.
Helps summarize data from a process that has been collected over a period of time.
Click here to know the “How to Plot Histogram in Excel:
Histogram Template
[Figure-2]
Fish-bone Diagram/Cause and Effects /Ishikawa Diagram:-
The cause and Effects Diagram looks like a fish that’s why it’s called Fish-bone Diagram, also called the Ishikawa diagram.
It’s a visualization tool for categorizing the potential causes of a problem in order to identify its root causes.
CFT members are identifying the potential cause through the Brainstorming process of individuals and together.
The Potential cause is related w.r.t below as
Machine
Manpower
Environment
Method
Materials
Measurement
[Figure-3]
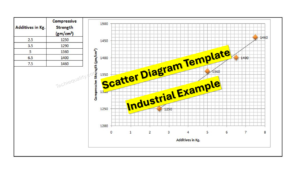
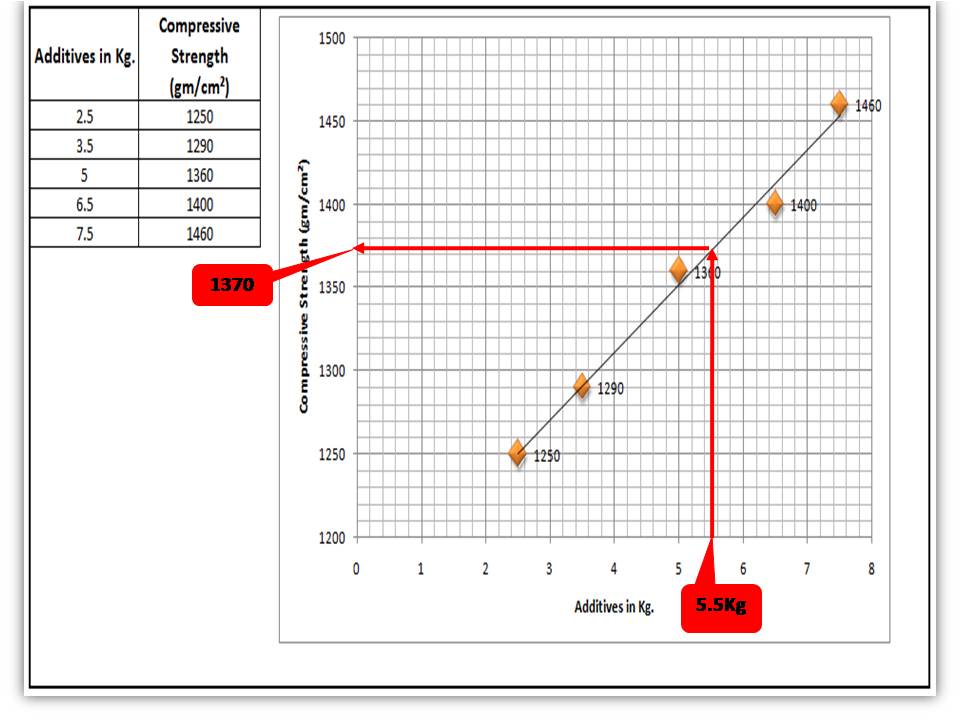
Scatter diagram:-
The scatter diagram graphs pairs of variable data, with one variable on each axis, to look for a relationship between them. If the variables correlate, the points will fall along a line or curve. The better the correlation, the more points will strongly cluster to the line. It generally gives the idea of the correlation between the variables.
[Figure-4]
In the above figure-4, the positive and Negative correlation is only due to the direction, and in both the correlation, points are clustered to the line but in the last figure in figure-4, Points are not clustered to the line but spread over the X and Y-axis.
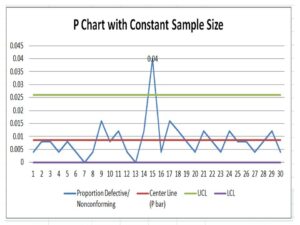
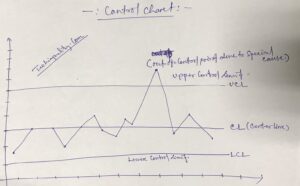
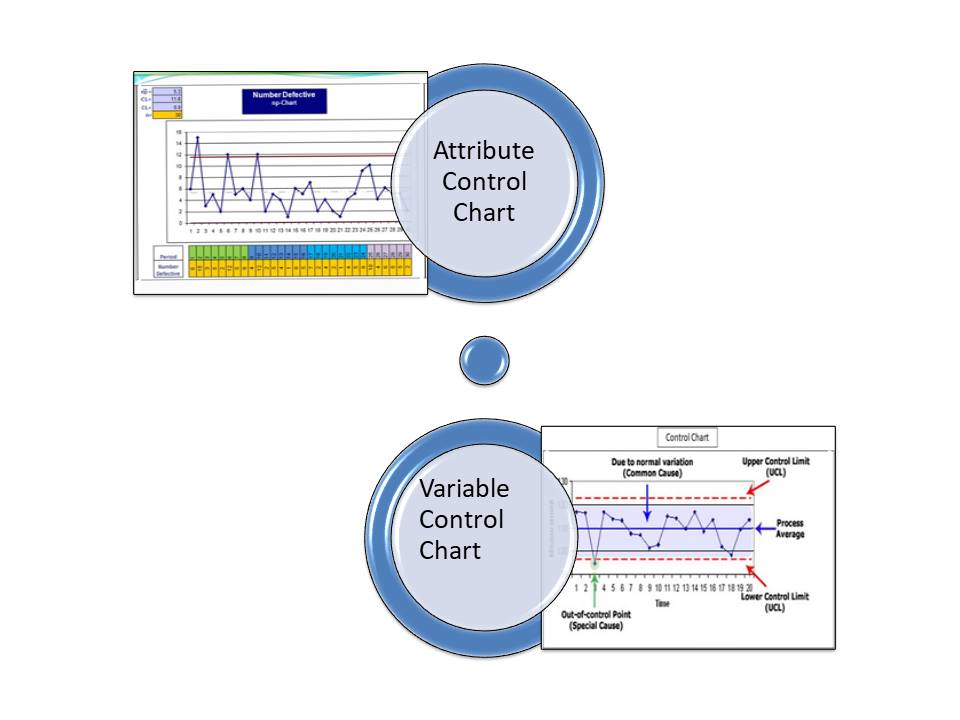
Control Chart:-
A line on a control chart is used as a basis for judging the stability of a process. If the observed points are beyond a control limit then it is evidence that special causes are affecting the process.
Control Charts can be used to monitor or evaluate a process.
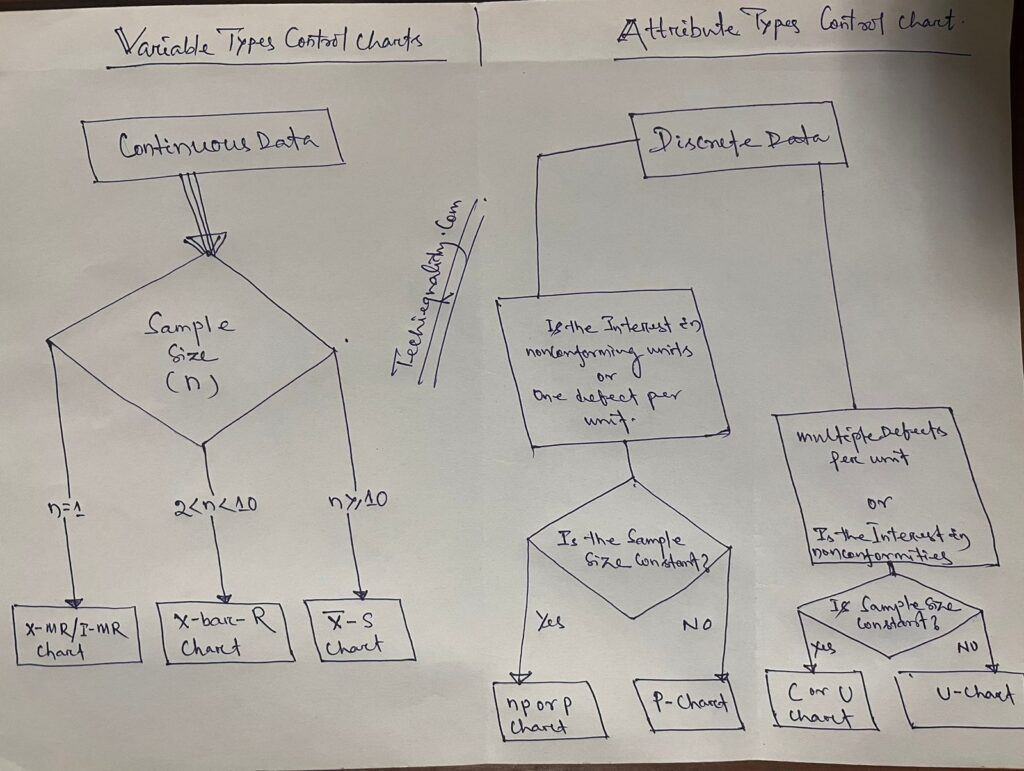
There are basically two types of control charts, those for variable data and those for attributes data.
Click here to learn more about the Control Chart and Statistical Process Control.
Benefits:-Higher Quality, Lower Unit Cost, Higher effective Capability, etc.
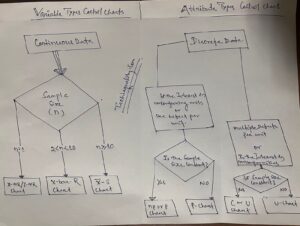
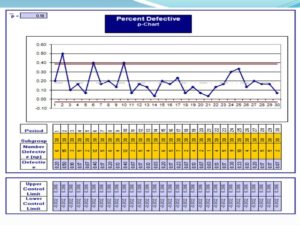
Selection of Control Charts based on Attribute / Variable Type Data:-
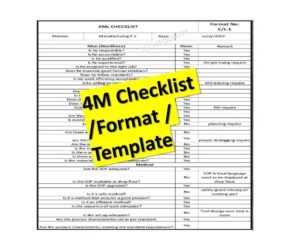
Check Sheet is a simple document used for collecting data in real time. Variable or Attribute type data is collected through a Check sheet. A check sheet generally helps to make the decision on the basis of a fact and to collect the data for analysis and evaluation.
Sample check Sheet:-
Logo
Title:-………
Format No-
Issue no-… rev. no-
Date-
Parameters
Specification
Observations
Remarks
Checked by:- Verified by:-
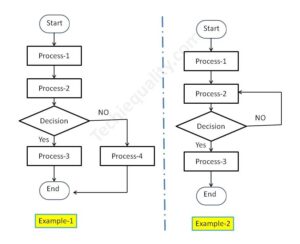
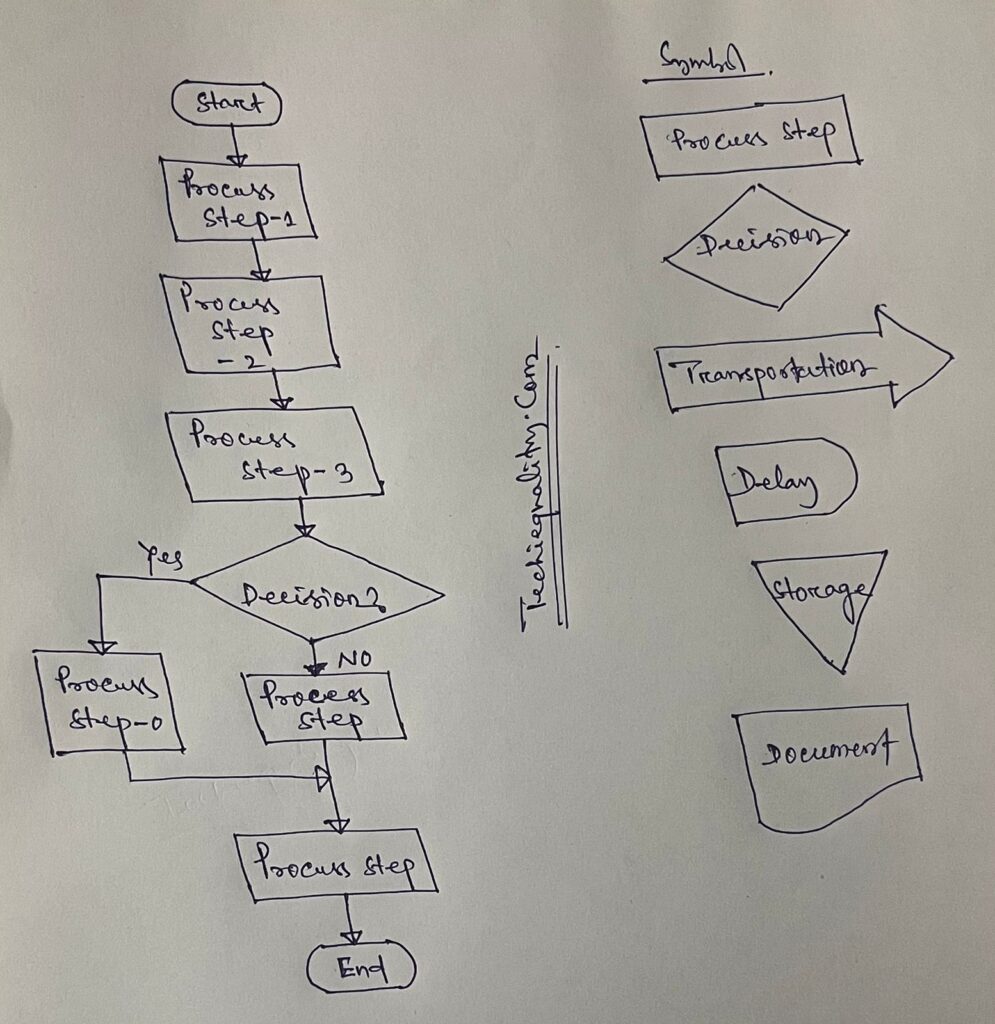
Process Flow diagram/Graphs:-
A process flow diagram is a diagram used to indicate the general flow of plant processes and equipment.
The 7QC tools are the most commonly used tool in the industry for improvement, With the help of the 7QC tools you can understand the process/activities, analyze the data, and interpret the result/graph/output.
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.
What is SPC ? SPC is the Statistical Process Control.
History and Definition:-
Statistical Process Control is a technique of quality control that services statistical methods to monitor and control processes. This ensures the process stability and consistency, producing more conforming products with less waste (Defects free). SPC helps us to indicate the common and special cause’s presence in the process. SPC is generally focused on continuous improvement.
Statistical Process Control was established by Walter A. Shewhart at Bell Laboratories in the year 1920 and he developed the control chart in 1924.
The control chart is the key tool for statistical process control. The control chart is used on both variable and attribute-type data.
Here is the full description of What is SPC?
Benefits of Statistical Process Control:-
Optimize the productivity
Reduced scrap, rework, warranty, and defects
Increased efficiency
Improved customer satisfaction
Improved the Process capability
Reduced COPQ.
Control Chart-
A line on a control chart is used as a basis for judging the stability of a process. If the Measure points are beyond a control limit(UCL, LCL) then it evidences that special causes are affecting the process.
Control Charts can be used to evaluate a process.
There are basically two types of control charts, for variable data and attribute data.
The use of statistical techniques such as control charts to analyze a process, so as to take appropriate actions to improve the process capability.
Nomenclature of Control chart:
Selection of Control Charts based on Attribute / Variable Type Data-
Variables Control chart:
Average and Range Chart (X͞ and R):
Subgroup Average:
X͞ =(x1+x2+x3+…+xn)/n
n= number of samples in subgroup
Subgroup Range:
R= Xmax-Xmin (Within each subgroup)
Grand Average:
X͞͞ ͞ = (͞x1+x͞2+…+x͞k)/k
k=number of subgroups used to determine the grand average and average range.
Average Range:
R͞ =(R͞1+ R͞2+…R͞k)/k
Estimate of the standard deviation of X:
Standard Deviation =R͞ /d2
Estimate of the standard deviation of X͞: =(R͞ /d2 )/√n
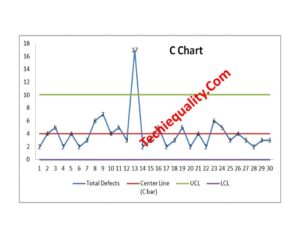
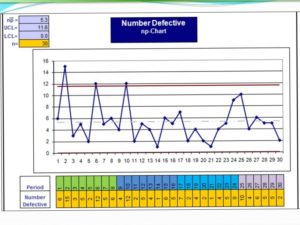
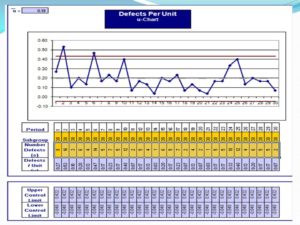
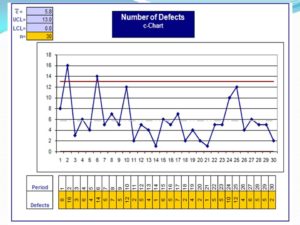
In the Above c-types Control chart, two numbers observe points are fall outside of upper control limits, this means the control chart gives an alarm that the process has some special cause that we need to take immediate action to control the process in stable conditions.
Interpretation of Result (Both Attributes and Variable types Data Control chart):
The Control Charts would indicate that a process is out of Control if either one of these is true-
One or More points fall outside the Control Limits
When the Control Charts are divided into 3 sigma zones –
Nine Consecutive points are on one side of the average
There are six Consecutive points, increasing or decreasing.
There are fourteen consecutive points that alternate up or down.
The SPC- Statistical process control is one of the best methodologies to control the process. It is commonly used in manufacturing industries for process control & improvement.
FAQ:
What is an SPC used for?
The SPC is a statistical process control that is used for process control by statistical techniques/methods/tools. (like a control chart, process capability, etc).
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.
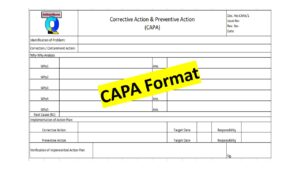
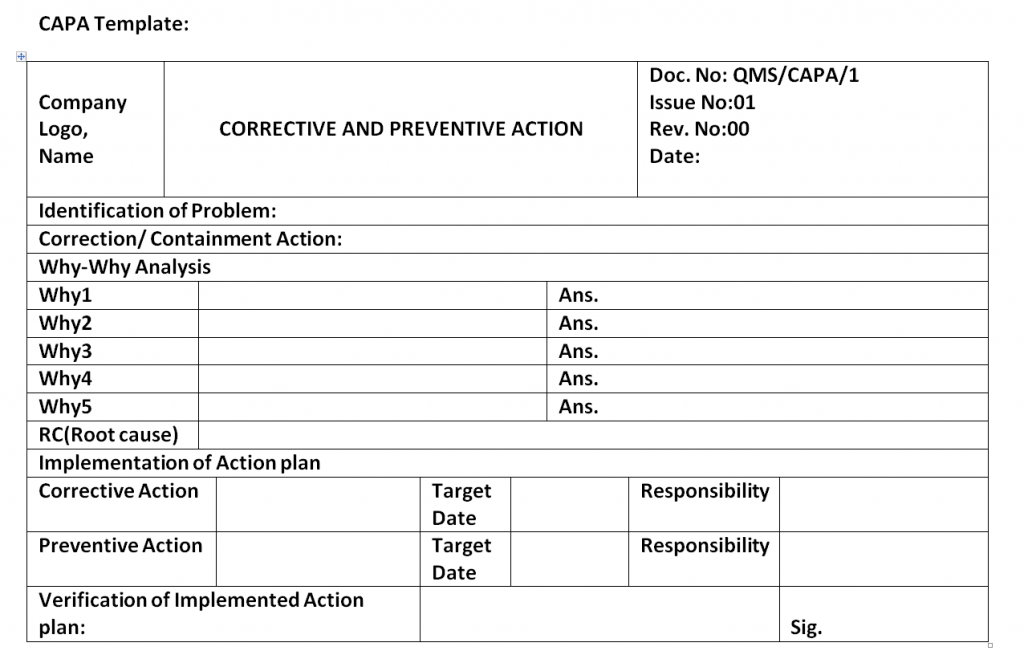
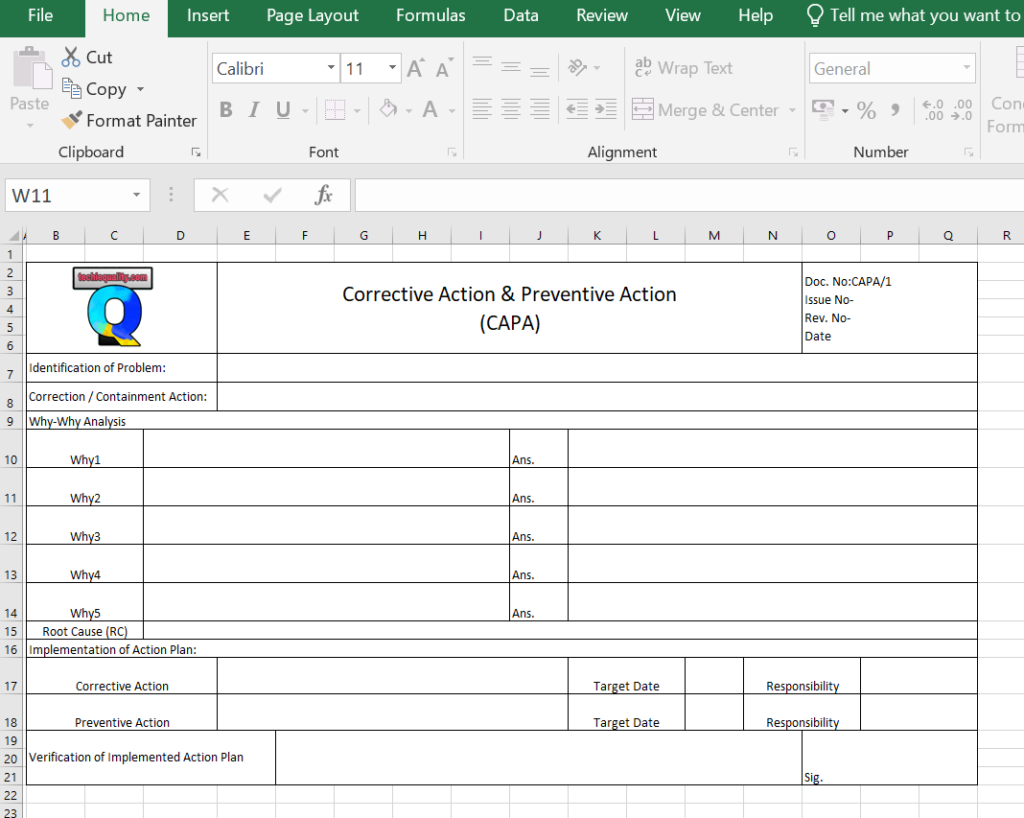
Corrective and Preventive Action Format | Download CAPA Format:
Corrective and Preventive Action Format with an example is illustrated below. CAPA has generally eliminated the causes of nonconformity. It is usually a set of actions i.e corrective action and preventive action, An Action to eliminate the Root cause of Non-conformity is called corrective action, and an action to eliminate the potential cause of non-conformity is called Preventive action.
After knowing the symptom of the Problems why-why analysis plays a major part in identifying the root cause of the symptom of the problem.
In Industry CAPA is used to bring about improvement in process operation and to eliminate the causes of Problems. Corrective and preventive action is also a part of the Quality management system. CAPA is fully followed by the PDCA cycle for the implementation of the action plan and for monitoring the effectiveness of the action plan.
Corrective action implemented w.r.t the Customer Return, field failure, Manufacturing Process defects, warranty failure, Product design failure, server failure, etc.
Preventive action is implemented in reaction to identifying the potential cause of nonconformity. Common preventive actions in industries are given below, but are not limited to:
Process/ potential failure Mode and Effects Analysis.
Design Failure mode and effects analysis
Quality Assurance Plan/ Control Plan
Standard Operating Procedure / Work Instruction.
Error Proofing/ Poka-yoke/ Mistake Proofing
Reaction plan
Risk mitigation plan
Alarms System
Process Validation
Product validation
Process layout.
Process feasibility study
Education and Training (Class Room / On-job-Training)
Preventive maintenance.
Corrective Action vs Preventive Action:
Correction
Corrective Action
Preventive Action
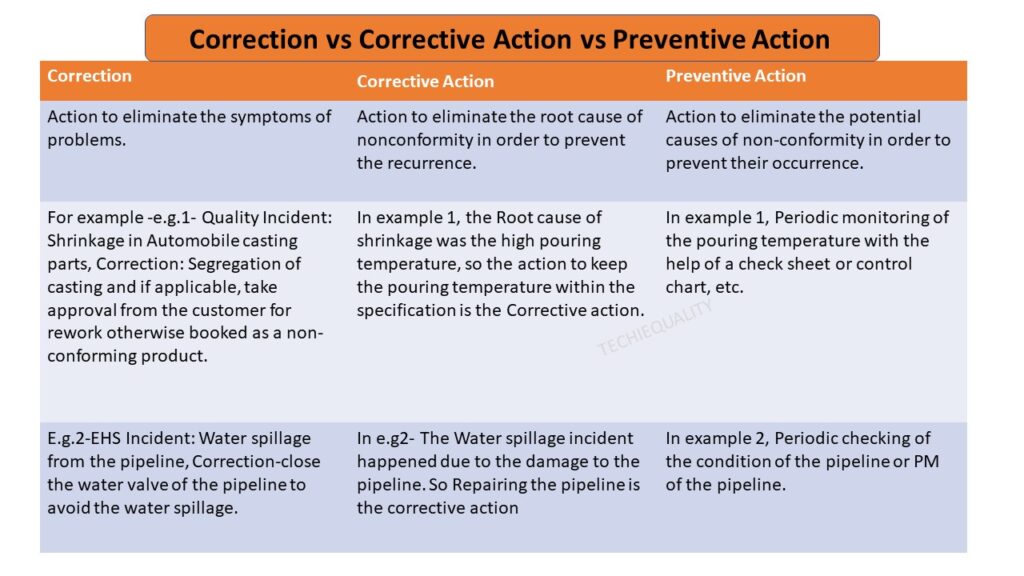
Action to eliminate the symptoms of problems.
Action to eliminate the root cause of nonconformity in order to prevent the recurrence. The action to be taken in order to eliminate the root cause.
Action to eliminate the potential causes of non-conformity in order to prevent their occurrence. To eliminate the potential cause of problems. The action to be taken in order to avoid root cause recurrence.
For example -e.g.1- Quality Incident: Shrinkage in Automobile casting parts, Correction: Segregation of casting and if applicable, take approval from the customer for rework otherwise booked as a non-conforming product.
In example 1, the Root cause of shrinkage was the high pouring temperature, so the action to keep the pouring temperature within the specification is the Corrective action.
In example 1, Periodic monitoring of the pouring temperature with the help of a check sheet or control chart, etc.
E.g.2-EHS Incident: Water spillage from the pipeline, Correction-close the water valve of the pipeline to avoid the water spillage.
In e.g2- The Water spillage incident happened due to the damage to the pipeline. So Repairing the pipeline is the corrective action
In example 2, Periodic checking of the condition of the pipeline or PM of pipeline.
Correction vs Corrective action vs Preventive action
Corrective Action vs Preventive Action
Corrective and Preventive Action Format / CAPA Format / CAPA Template in Word
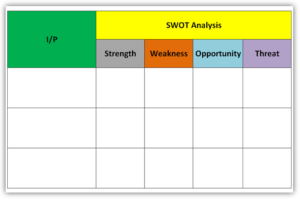
Use our approved simple & best formats or templates in your organization/ manufacturing units and provide us with your valuable feedback. DOWNLOAD-Template/ Format of 7QC tools, Cp & Cpk Calculation Sheet, FTA, 5W2H, 5W1H, SWOT Analysis format, Run Chart, 8D Format, Control Chart, OEE calculation excel sheet, CAPA Word format /Template, etc.
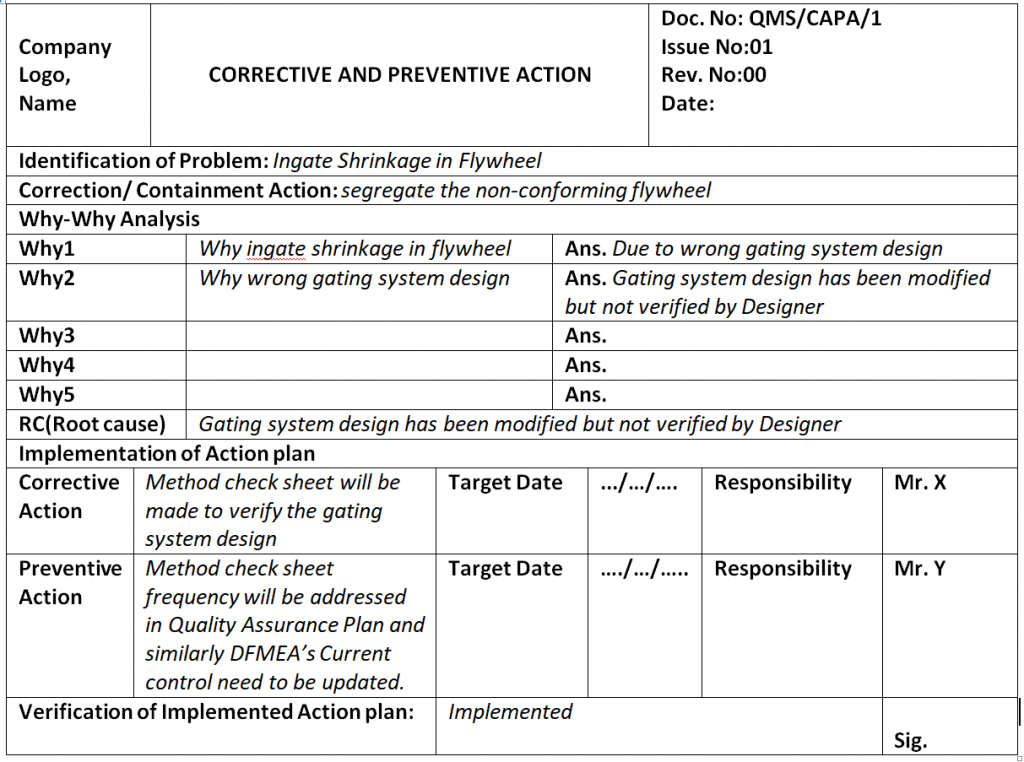
Ans. The gating system design has been modified but not verified by the Designer
Why-Why Analysis.
RC(Root cause): The gating system design has been modified but not verified by the Designer
Root Cause.
Implementation of the Action plan:
Corrective Action
A method check sheet will be made to verify the gating system design
Target Date
xx/yy/2020
Responsibility
Mr.Z
Preventive Action
Method check sheet frequency will be addressed in the Quality Assurance Plan and similarly, DFMEA’s Current control needs to be updated.
Target Date
xx/yy/2020
Responsibility
Mr.Z
Action Plan Example.
Verification of Implemented Action Plan: Implemented.
[Verification]
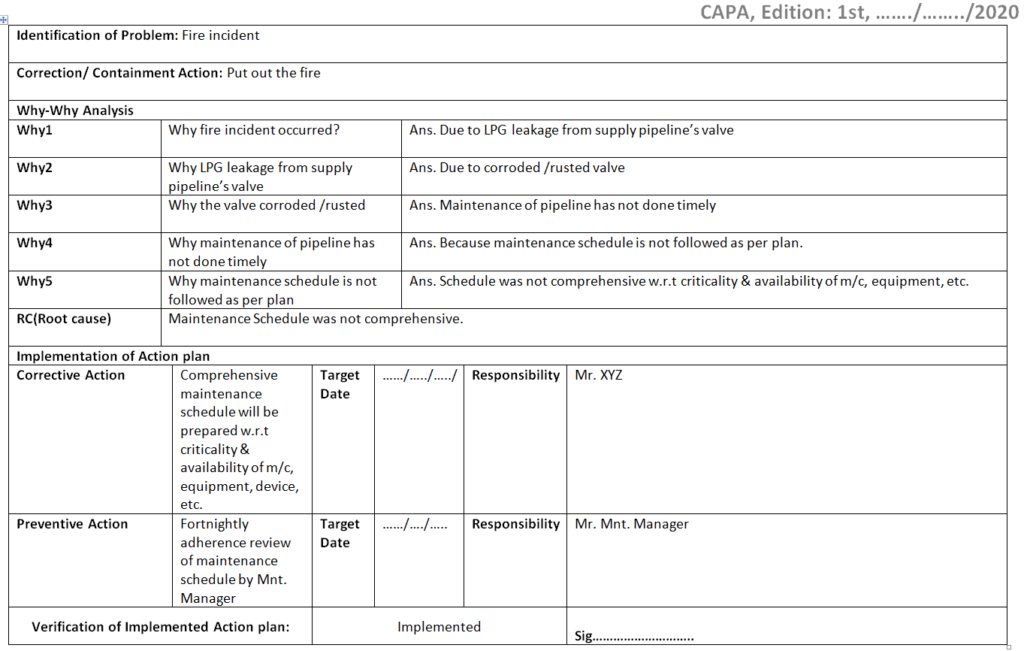
EXAMPLE-2:
Details description of Example-2 (CAPA of Fire Incidents):
Identification of Problem: Fire incident.
Correction/ Containment Action: Put out the fire.
Why-Why Analysis of Fire Incident.
Why-1
Why fire incidents occurred?
Ans. Due to LPG leakage from the supply pipeline’s valve
Why-2
Why LPG leakage from the supply pipeline’s valve?
Ans. Due to a corroded /rusted valve
Why-3
Why is the valve corroded /rusted?
Ans. Maintenance of the pipeline has not been done timely
Why-4
Why maintenance of the pipeline has not been done timely?
Ans. Because the maintenance schedule is not followed as per plan.
Why-5
Why maintenance schedule is not followed as per the plan?
Ans. The schedule was not comprehensive w.r.t criticality & availability of m/c, equipment, etc.
5-W Analysis
RC (Root cause): The maintenance Schedule was not comprehensive.
Implementation of the Action Plan:
Corrective Action: A comprehensive maintenance schedule will be prepared w.r.t criticality & availability of m/c, equipment, device, etc.
Responsibility: Mr. XYZ (Maintenance Engineer)
Preventive Action: Fortnightly adherence review of maintenance schedule by Mnt. Manager.
Responsibility: Mr. PQR (Maintenance Manager)
Action Plan Example
Verification of Implemented Action plan: Implemented
Filled up CAPA Format in Word:
CAPA format filled up with examples of fire incidents
EXAMPLE-3:
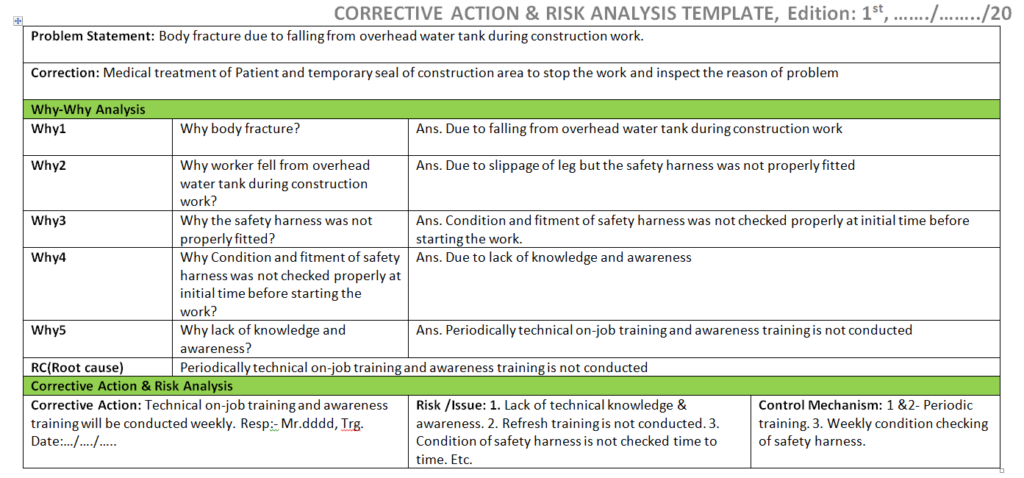
In this example-3, we will discuss the latest type of format or template of CAPA, as you know the preventive action part does not exist in ISO 9001:2015 standard, and the same was replaced by Risk, so we have to analyze the risk instead of preventive action. Hence considering with new ISO 9001:2015 standard we have prepared a new format/template called the Corrective action & risk analysis template and illustrated the same with simple examples.
CORRECTIVE ACTION & RISK ANALYSIS TEMPLATE
How to fill up the CARA Template /Format? (Illustrated with example):
Problem Statement: Body fracture due to falling from an overhead water tank during construction work.
Correction: Medical treatment of the Patient and temporary seal of the construction area to stop the work and inspect the reason for the problem.
Ans. Due to falling from an overhead water tank during construction work
Why-2
Why worker fell from an overhead water tank during construction work?
Ans. Due to slippage of the leg but the safety harness was not properly fitted
Why-3
Why the safety harness was not properly fitted?
Ans. The condition and fitment of the safety harness were not checked properly at an initial time before starting the work.
Why-4
Why Condition and fitment of the safety harness were not checked properly at the initial time before starting the work?
Ans. Due to a lack of knowledge and awareness
Why-5
Why lack of knowledge and awareness?
Ans. Periodically technical on-job training and awareness training is not conducted
5-Why Analysis
RC (Root cause): Periodically technical on-job training and awareness training are not conducted
Corrective Action & Risk Analysis:
Corrective Action: Technical on-job training and awareness training will be conducted weekly. Resp: – Mr.dddd, Trg. Date:…/…./…..
Risk /Issue: 1. Lack of technical knowledge & awareness. 2. Refresh training is not conducted. 3. The Condition of the safety harness is not checked from time to time. Etc.
Control Mechanism: 1 &2- Periodic training. 3. Weekly condition checking of safety harnesses.
CARA Report
CARA format
Example-4:
Here, we are going to discuss one example related to an accident and consider the same scenario for CAPA analysis. let’s say an accident occurred at a manufacturing unit while a man operating a machine. A CFT has been formed to analyze the accident and they prepared the CAPA report, which is mentioned below;
Correction: Medical treatment was provided to the patient and temporarily barricade the zone and machine for inspection purposes.
Root Cause: Lack of awareness
Corrective Action: Awareness training shall be provided to operators/workers
Preventive Action: Periodically awareness training needs shall be identified and the same to be imparted to concerned personnel.
FAQ1:
What ISO 9001:2015 Said about CAPA?
Ans: As you know the new ISO 9001:2015 standard asked about Correction, Corrective Action, and Risk & its mitigation plan. but not asked for preventive action. same mentioned in clause no.10.2 Nonconformity and corrective action in ISO 9001:2015 Standard. and for retained documented information, ISO 9001 asked for mandatory requirements as evidence of 1] the nature of the nonconformity and any subsequent actions taken. 2] the results of any corrective action.
What IATF 16949:2016 Said about CAPA?
Ans: The new IATF 16949 standard asked for Corrective action, Preventive action, and risk. In clause no 6.1.2.1, it’s said about Risk analysis, In 6.1.2.2-Preventive action and clause no. 10.2-Nonconformity & Corrective Action. After the incorporation of risk analysis in the IATF 16949 standard, still preventive action exists there.
FAQ2:
What is CAPA?
Ans: The full form of CAPA is Corrective Action & Preventive Action. corrective action eliminates the root cause of a non-conformity and PA eliminates the cause of potential non-conformity.
How to write corrective and preventive action reports?
Ans: We have already described at the top of this post with an example, simply go through it. Anyway, the most important part is the Root cause analysis and Why-Why analysis. Once you follow the right step to complete the RCA then, it will be very easy to write the CAPA in CAPA format /report, but in the new ISO 9001:2015 standard the preventive action has been replaced by Risk analysis, so when you write the CAPA, you have to cover the correction /containment action, corrective action then, you are supposed to identify the risk.
How to fill up the CAPA format quickly?
follow the below steps to fill up the CAPA format/template quickly;
Identify the problem.
Take containment action
Do the RCA.
Implement the CA & PA.
Do the document changes
Monitor the effectiveness
Corrective and Preventive action as per ISO 9001:2015 & IATF 16949:2016
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.
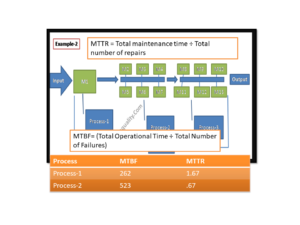
OEE Calculation-How To Calculate OEE (Overall Equipment Effectiveness) with Example:-
OEE Calculation is a simple calculation which is multiplied by availability, Performance and Quality. It is a methodology to measure the productivity of Process industries. If your manufacturing process OEE indicates 100%, It means you are Producing as fast as possible with low or no downtimes. Different types of losses are generally indicated through OEE, which also improves Manufacturing Productivity and Equipment health.
Availability = Run Time / Production Planned Time.
,(Run Time = Production Planned Time − Stop Time, Stop Time (or Downtime)=Unplanned or Planned Stops or both).
Stop Time is termed as the total time of Unplanned and Planned Stops or Total downtimes which may run the machine but due to the breakdown, the machine is unable to run.
Planned Stops are the total time taken due to Mould or tool changeovers, Preventive maintenance or First piece quality checking time etc.
Unplanned stops are the total time taken due to equipment or machine failure.
Performance:-
Performance = Ideal Time × Total Counts / Run Time.
It takes basically minor Stoppage, Slow cycle times or Reduced speed.
Quality:-
Quality = Good Count / Total Count
Common Losses in Industries:
OEE
Common Losses
Details
Availability Loss
Unplanned stoppages
Equipment failure or machine failures
Planned stoppages
Mould changeover, Preventive maintenance, Set-up and adjustments
Performance Loss
Small stoppages
Minor Stoppages
Slow Cycles
Speed reduction
Quality loss
Production rejections
Defects of Process
Start-up Rejections
Defects of process
Availability Loss:-
It is the total losses due to the Unplanned and planned Stoppages.
Equipment failure or Machine Failures:
Total downtime or stoppages due to Equipment failure or Machine Failures.
Any type of Tooling failure, Unavailability of alternative tools so that awaited time for alternative tools, breakdowns and unplanned maintenance, no operators, Shortages of raw materials, and Critical maintenance parts are the Potential causes of Equipment failure.
Setup and adjustments Losses (Mould changeover, Preventive maintenance):
Setup and Adjustment time is the total loss time of Mould/tools change over time, Planned maintenance time, cleaning time, and First Piece inspection times.
Performance Loss:-
It is the total Losses due to the minor stoppages and Slow Production Cycle times.
Minor stoppages:-
Minor stoppages are small downtime which takes a maximum of two minutes.
Material jams, obstructed product flow, Incorrect settings, misaligned or blocked sensors, and the Unintentional opening of safety Doors of machines are the Potential causes of Minor Stoppages.
Generally in TPM, those loss time to stoppages coming under the White tags are minor stoppages.
Speed Reduction:
Total loss time due to slow production cycles.
Quality loss:-
quality defects are the total loss time due to the Rework of Product, scrap and process PPM.
Defects of the process:
Defects of the process are the Total Scrap or PPM and The loss time for reworks.
How To Calculate OEE (Overall Equipment Effectiveness)
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.