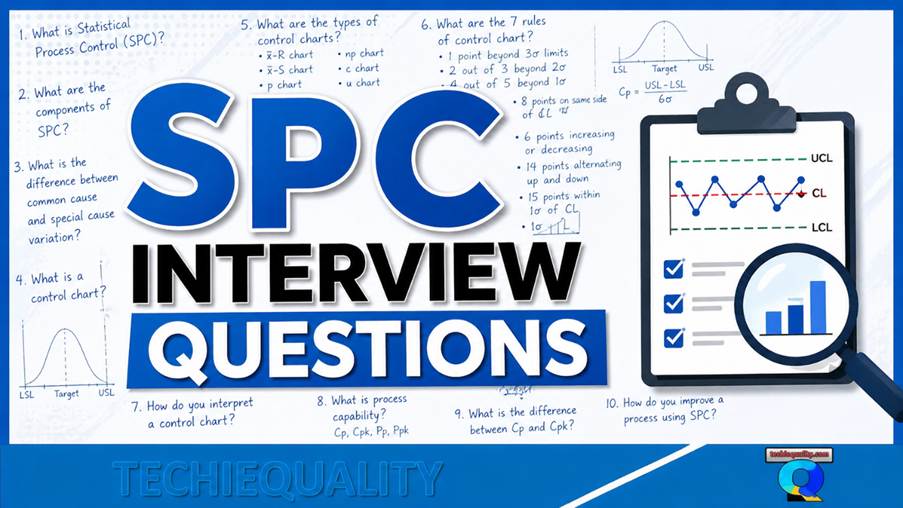
SPC Interview Questions (50+) with Answers + AI in SPC
Hi Readers, Today, we will be discussing an important topic related to interview preparation for Quality Assurance (QA) Engineers. Statistical Process Control (SPC) is a fundamental concept in quality engineering, manufacturing, and continuous improvement. For professionals preparing for roles in quality, production, or Six Sigma, a strong understanding of spc interview questions is essential.
This guide provides a comprehensive overview, covering fundamental concepts through to real-world scenarios, to help you prepare effectively and confidently for your interviews.
Don’t just memorize these SPC interview questions; practice them with real examples and apply them to your daily work scenarios. The more you connect concepts like control charts and process capability to real situations, the more confident and impactful your answers will be.
Basic SPC interview questions & Answers:
1. What is SPC?
SPC (Statistical Process Control) is a method of monitoring and controlling a process using statistical tools to ensure consistent quality.
Example: 1. Monitoring shaft diameter in production using control charts to ensure it stays within limits. 2. Monitoring the grid thickness using a control chart.
2. Why is SPC important?
The SPC is important because of Detects variation early, prevents defects, improves process stability, & Reduces cost of poor quality.
3. What are the types of variations?
Common Cause Variation – Natural variation (inherent in the process) & Special Cause Variation – Due to specific issues (machine failure, operator error).
Example:
Common: slight temperature fluctuation, and Special: tool breakage
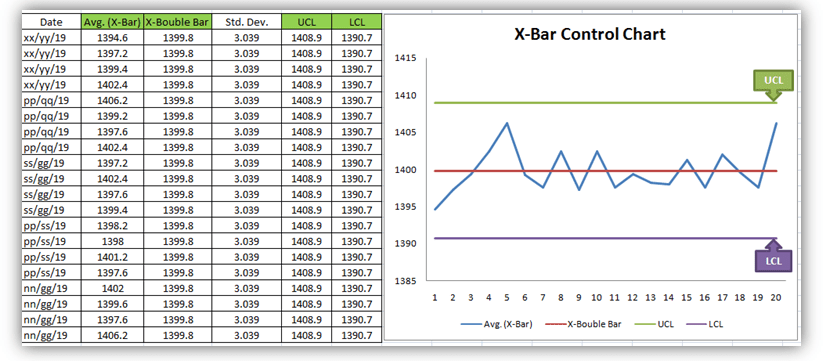
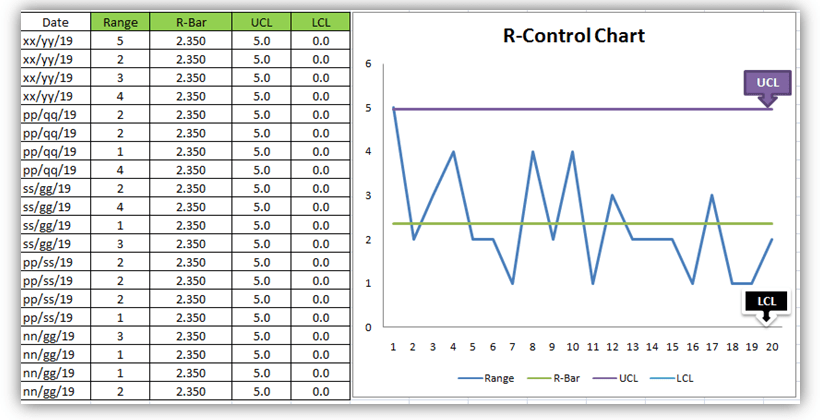
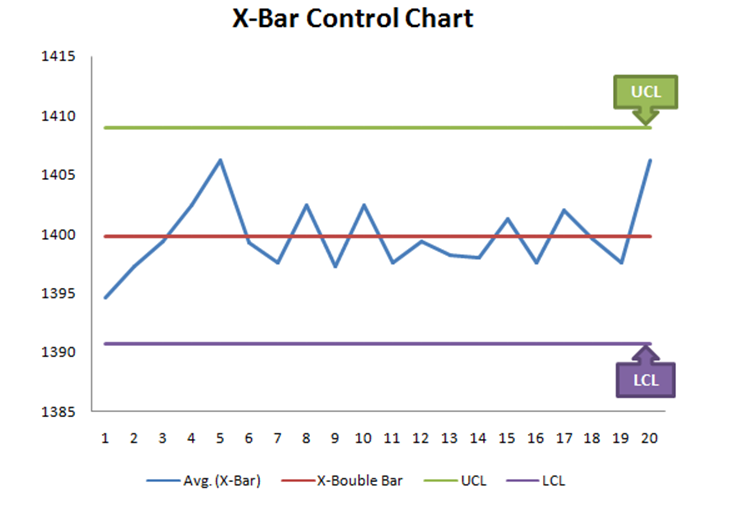
4. What is a Control Chart?
A control chart is a graphical tool used to study how a process changes over time.
5. What are UCL and LCL?
UCL (Upper Control Limit) & LCL (Lower Control Limit), which define the acceptable range of variation.
Intermediate SPC Interview Questions
6. Difference between Control Limits and Specification Limits?
Control limits: based on process data, used for monitoring, and dynamic. Specification limits: based on customer requirements, used for acceptance, and fixed.
7. What are the types of control charts?
For Variable Data: 1] X-bar R chart, 2] X-bar S chart 3] X MR chart.
For Attribute Data: 1] NP chart, 2] P chart, 3] U chart & 4] C chart.
8. What is Process Capability?
Process capability measures how well a process meets specification limits.
9. What is Cp and Cpk?
Cp is Process capability (potential), and Cpk is Actual performance (centeredness included).
Advanced SPC Interview Questions
10. What is the difference between Cp and Cpk?
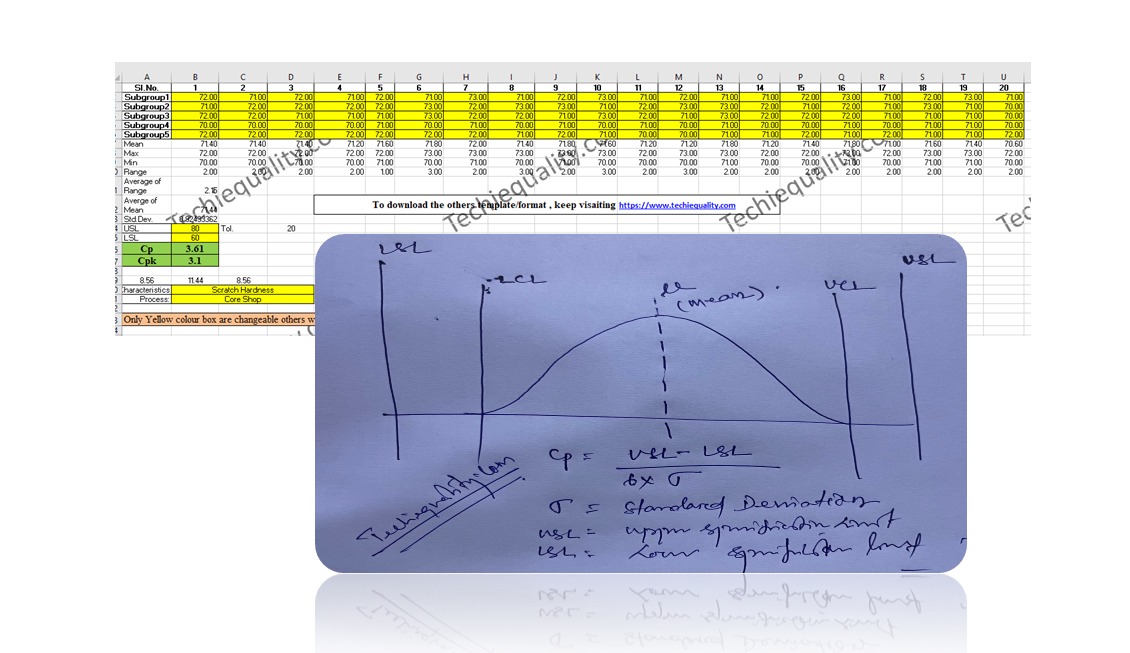
Cp measures the potential capability assuming the process is centered, while Cpk measures the actual capability by considering both variation and process mean shift. If Cp and Cpk are equal, the process is centered.
Cp (Process Capability)
Cp = (USL-LSL)/6x standard deviation
Assumes the process is perfectly centered between the limits. Looks only at spread (variation). Does not consider the process mean (μ).
Think of Cp as: “How capable could this process be if perfectly centered?”
Cpk (Process Capability Index)
Cpk = min {(USL-mean)/3xstandard deviation, (Mean-LSL)/3x standard deviation}.
Considers both variation and centering. Measures how close the process is to spec limits. Takes the worst-case side (minimum distance to limits).
Think of Cpk as: “How capable is the process right now?”
11. What is a stable process?
A process is stable when only common cause variation exists.
12. What is an out-of-control condition?
When data points violate control rules (e.g., beyond limits, patterns, trends)
13. What are the Rules of the control chart?
Control chart rules help identify non-random patterns. These include points beyond limits, trends, shifts, and unusual clustering, which indicate special causes affecting the process.
One point beyond 3σ (control limits): Any single point outside UCL or LCL, a strong signal of an out-of-control process.
Two out of three consecutive points beyond 2σ (same side): Out of 3 points, at least 2 fall beyond 2σ on the same side of the center line. Indicates a possible shift
Four out of five consecutive points beyond 1σ (same side): 4 of 5 points lie beyond 1σ on the same side. Suggests process drift.
Eight consecutive points on one side of the center line: All points above or below the mean. Indicates a process shift in the mean.
Six consecutive points increasing or decreasing: Continuous upward or downward trend. Shows a trend (systematic change)
Fourteen points alternating up and down: Zig-zag pattern. Indicates over-adjustment or instability.
Fifteen consecutive points within ±1σ (both sides): Too many points near the center. Suggests reduced variation or possible data manipulation/measurement issue.
14. What is process shift?
A sudden change in the process mean due to a special cause.
Scenario-Based SPC Interview Questions
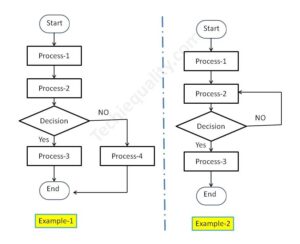
15. Points are within limits but showing a trend. What will you do?
- Identify pattern: possible special cause
- Investigate the root cause
- Check the machine, material, and operator
- Take corrective action
16. Cp is good but Cpk is low
Interpretation: Process has potential but is off-centre
Action: Adjust mean toward target
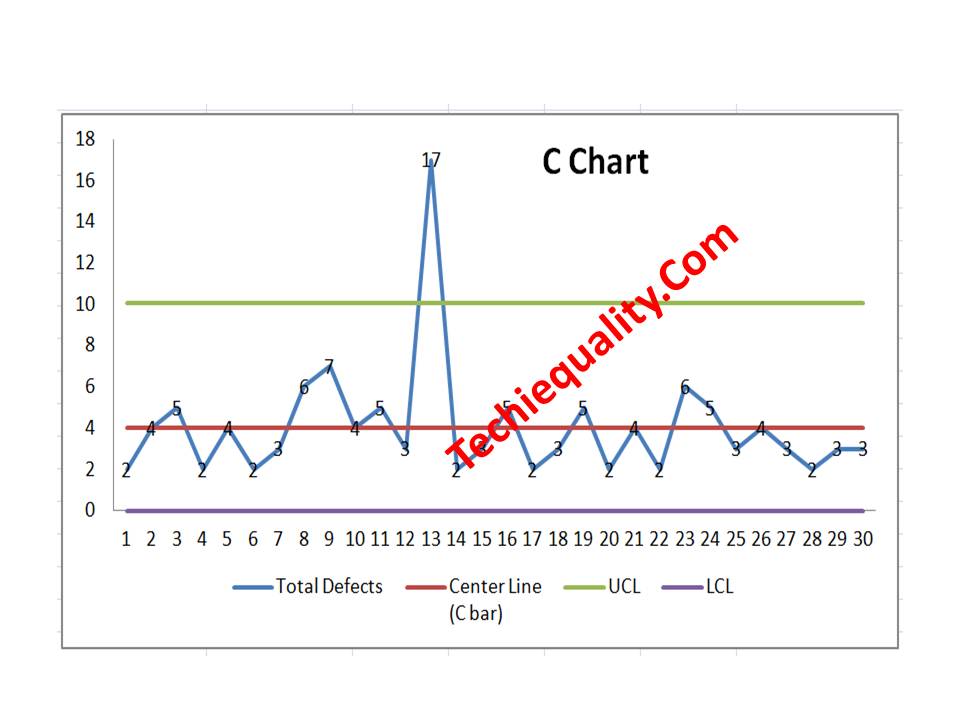
17. The control chart shows a sudden spike
Steps:
- Stop production (if critical)
- Identify the assignable cause
- Check tool wear/machine issue
- Correct and resume
Practical SPC Interview Questions
18. How do you implement SPC in a production line?
- Identify critical parameters
- Collect data
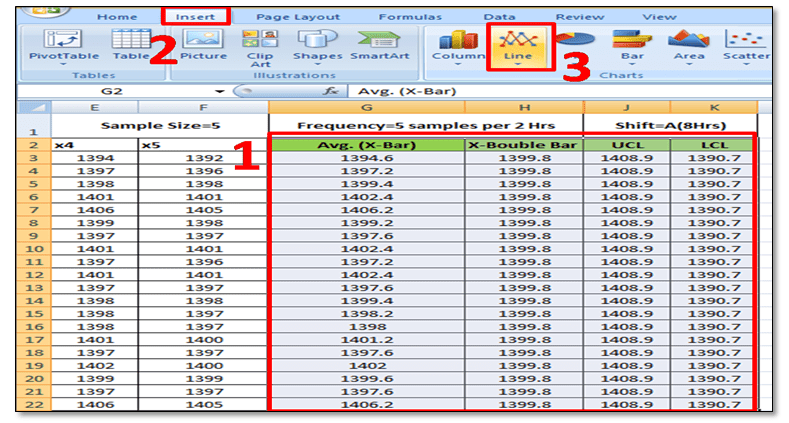
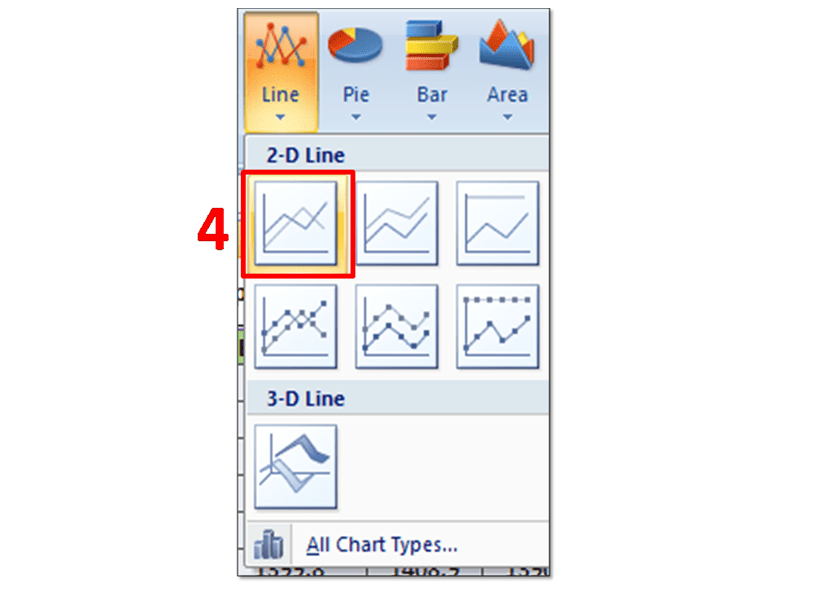
- Choose a control chart
- Set control limits
- Monitor continuously
- Take action on deviations
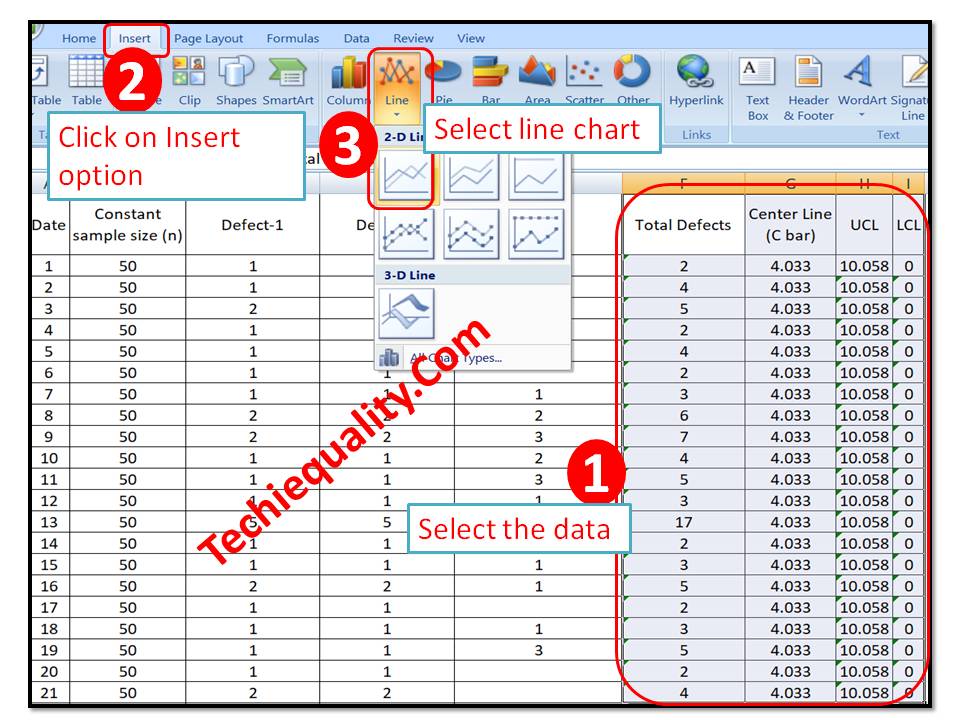
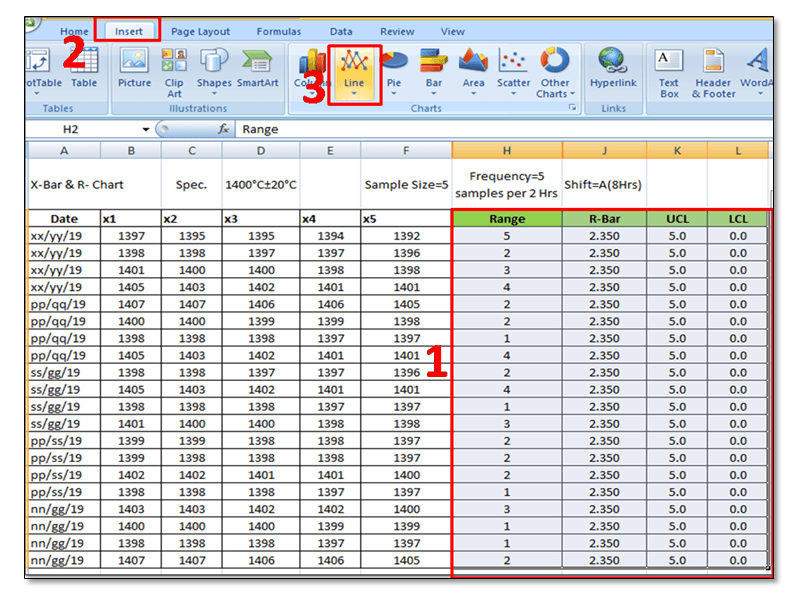
19. What software/tools have you used?
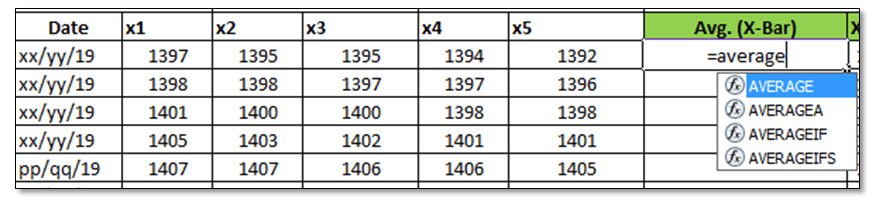
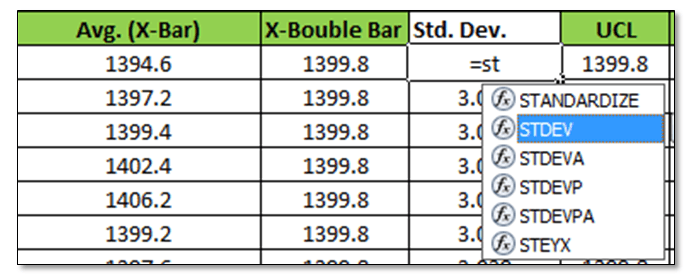
- Excel
- SPC software tools
20. How do you select the sample size?
Depends on: Production volume, Process variability, Criticality.
21. How do you react to out-of-control signals?
- Immediate containment
- Root cause analysis (5 Why, RCA)
- Corrective action
- Verification
Experience-Based SPC Interview Questions
22. Explain a situation where SPC helped improve quality
Example Answer: In my previous role, we observed high variation in shaft diameter. Using X-bar and R charts, we identified tool wear as a special cause. After implementing tool change intervals, variation reduced by 30%. Like that you can explain your job area example.
23. Have you handled process instability?
Answer Approach:
- Describe issue
- Explain analysis
- Share corrective action
- Highlight results
Concept Explanation with Example
Control Chart
A control chart tracks process variation over time. Example: You are measuring bolt length: Mean = 50 mm, UCL = 52 mm, LCL = 48 mm
If readings stay within limits, then the process is stable; if a point hits 53 mm, then it is out of control
Cp vs Cpk:
Example: Spec limits: 45–55, Process range: 46–54 then, Cp is good, for example, mean shifted to 53 then, Cpk becomes low
24. What is variable data?
Variable data is measurable and continuous. Examples: Length (mm), Weight (kg), Temperature (°C)
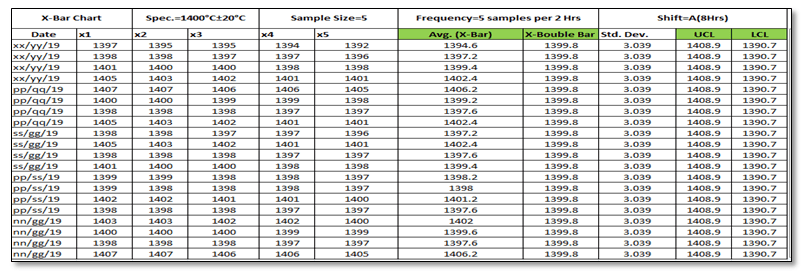
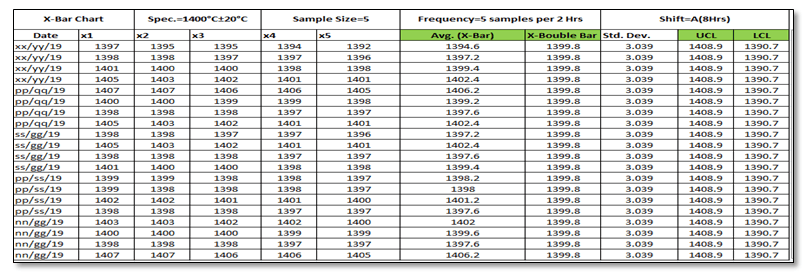
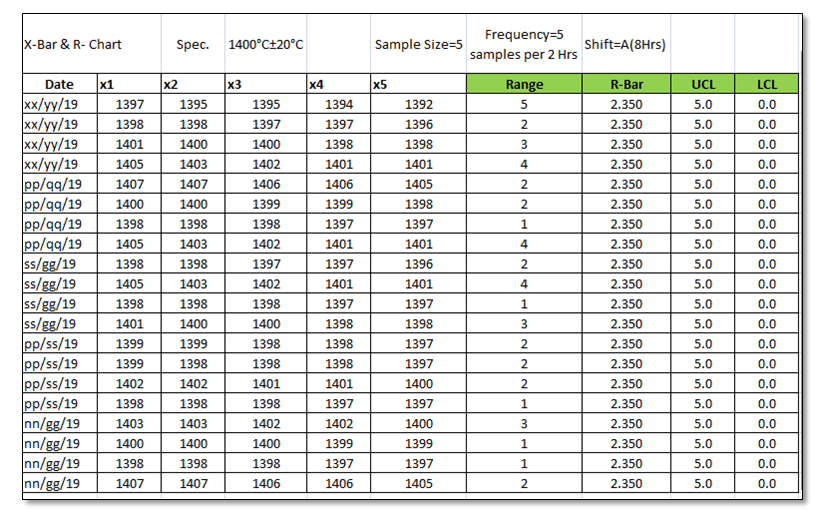
25. When do you use an X-bar and R chart?
When the sample size is small (typically 2 to 10), & To monitor process mean and variation
26. When do you use an X-bar and S chart?
When sample size is larger (>10), S chart tracks standard deviation.
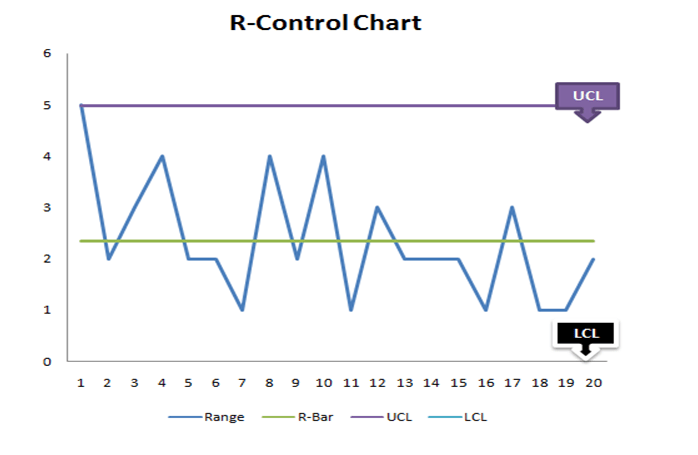
27. What does the R chart indicate?
It shows within-sample variation (range). If R chart is unstable then, X-bar chart results are unreliable.
28. Why is R chart analysed before X-bar chart?
Because variation must be in control before analysing the mean.
29. R chart is out of control, but X-bar chart looks fine. What will you do?
Do NOT trust X-bar chart, Investigate variation causes (tool wear, operator inconsistency) & Fix variation first.
30. What is subgrouping in SPC?
Grouping samples collected under similar conditions to detect variation properly. Example: 5 parts every hour from the same machine.
31. What is rational subgrouping?
Samples should represent only common cause variation, not mixed sources.
32. What is attribute data?
Discrete/countable data. Examples: Number of defects, Pass/fail results.
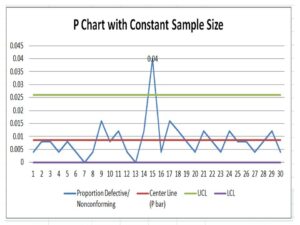
33. What is a P chart?
Used to monitor proportion of defective items. Use when sample size varies.
34. What is an NP chart?
Used to monitor number of defectives. Use when sample size is constant.
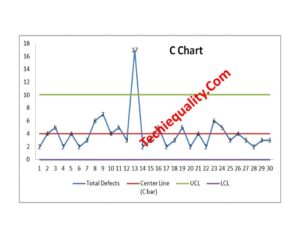
35. What is a C chart?
Used to count number of defects per unit (fixed area/sample size)
36. What is a U chart?
Used for defects per unit when sample size varies
37. Difference between defect and defective?
Defect: flaw in a product, Defective: entire product is rejected.
Example: A shirt with 2 holes = 2 defects but 1 defective unit.
38. Sample size varies daily, and you track rejection %. Which chart?
Answer: P chart
39. You track number of scratches per car. Which chart?
Answer: C chart
40. What are the limitations of attribute charts?
Less sensitive than variable charts, requires larger sample size, Does not show magnitude of variation.
41. What is process capability?
It measures how well a process meets specification limits.
42. What is Pp and Ppk?
Pp and Ppk are process performance indices based on overall variation. Pp measures potential performance assuming centering, while Ppk measures actual performance by considering both variation and the process mean.
43. What is the acceptable value of Cp and Cpk?
- Cp ≥ 1.33: acceptable
- Cp ≥ 1.67: good
- Cp ≥ 2.0: excellent
44. Cp = 1.5, Cpk = 0.8. What does it mean?
Process has good potential; Process is not centered. Action: Adjust mean
45. Cp = Cpk
Process is perfectly centered
46. Cpk is negative
Process mean is outside specification limits
47. What conditions are required before calculating Cp/Cpk?
Process must be stable. Data should be normally distributed.
48. What happens if process is not stable?
Capability indices are meaningless
49. How do you improve Cpk?
Center the process, reduce variation, Improve machine/process control.
50. What is Z-score in process capability?
Represents how many standard deviations the process is from the mean.
51. What is Six Sigma level?
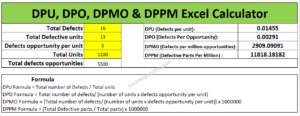
6 sigma: 3.4 defects per million opportunities (DPMO)
52. Both Cp and Cpk are low
Process is poor. Action:Improve process design, reduce variability, Recalibrate machines.
53. How do you check normality before capability analysis?
Histogram, Normal probability plot, Statistical tests.
AI In SPC Interview Questions
54. What is AI in SPC?
AI in SPC refers to the use of machine learning and data analytics to enhance traditional statistical process control. It helps in predicting defects, detecting complex patterns, and reducing false alarms, which are difficult to achieve with conventional control charts.
55. How does AI improve traditional SPC?
Traditional SPC is rule-based and reactive, while AI is predictive and adaptive. AI can:
- Detect nonlinear patterns
- Handle large and multivariate data
- Predict issues before they occur
- Reduce false alarms
56. How does AI detect anomalies better than SPC rules?
SPC rules detect only predefined patterns (like trends or shifts), but AI:
- Learns from historical data
- Detects hidden and complex relationships
- Identifies anomalies even when they don’t follow standard SPC rules
57. What machine learning algorithms are used in SPC?
Common algorithms include:
- Regression: Predict process output
- Classification: Defect / No defect
- Clustering: Identify abnormal patterns
- Neural Networks: Complex nonlinear relationships
58. A process is stable as per control charts, but defects are increasing. How can AI help?
Expected: AI can detect hidden patterns, nonlinear relationships, or external factors not visible in SPC.
Thanks for Reading… Keep visiting TECHIEQUALITY.
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.