How to calculate process performance (Pp & Ppk)?
Hi Readers! Today we will discuss on How to calculate process performance? The Pp (Process Performance) provides a measure of how well the process will satisfy the variability requirements. The Index of process performance is termed as Ppk. It takes the process location as well as the performance into account. Before discussing on calculation part, I would request my all readers kindly go through the formula of Pp and Ppk. And if you are interested in downloading our free Excel template then click on the below download link.
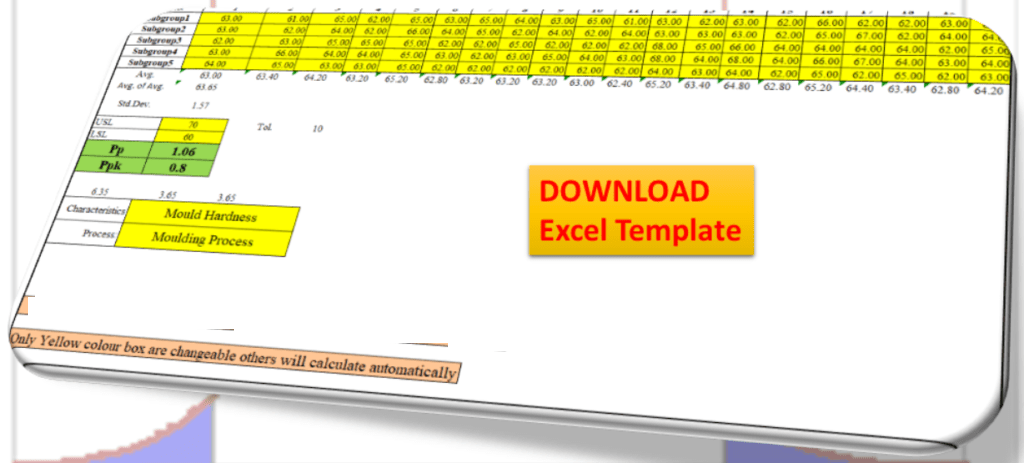
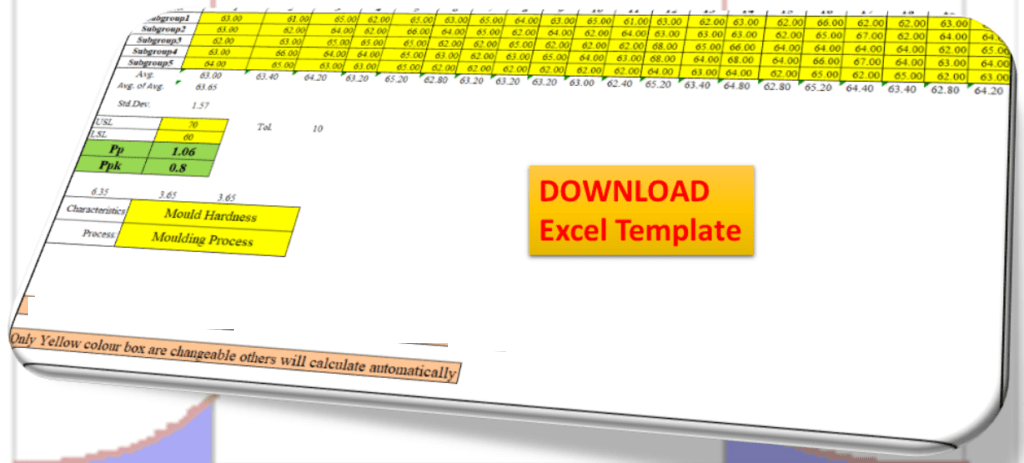
DOWNLOAD Excel Template/Format of Pp & Ppk calculation with Example.
| How to use |
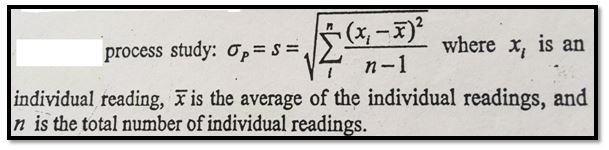
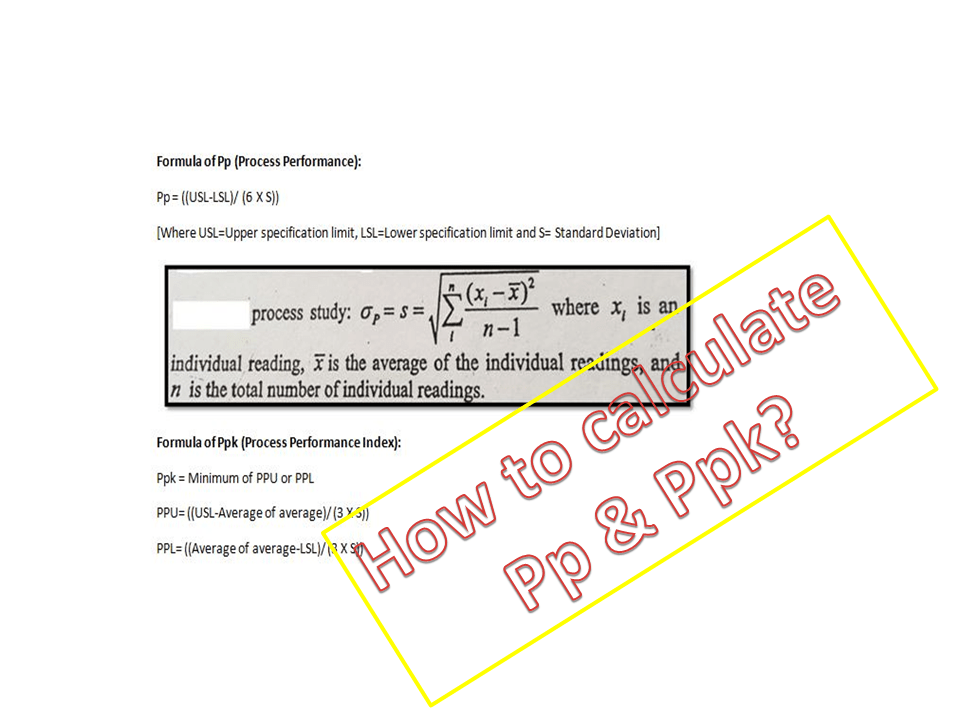
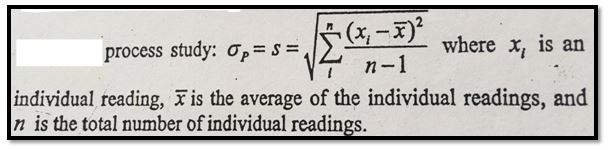
The formula of Pp (Process Performance):
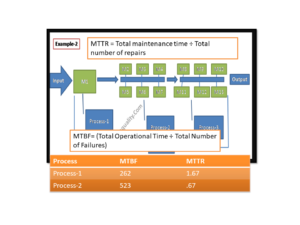
Pp = ((USL-LSL)/ (6 X S))
[Where USL=Upper specification limit, LSL=Lower specification limit, and S= Standard Deviation]
Formula of Ppk (Process Performance Index):
Ppk = Minimum of PPU or PPL
PPU= ((USL-Average of average)/ (3 X S))
PPL= ((Average of average-LSL)/ (3 X S))
Note: Pp ≥ Ppk.
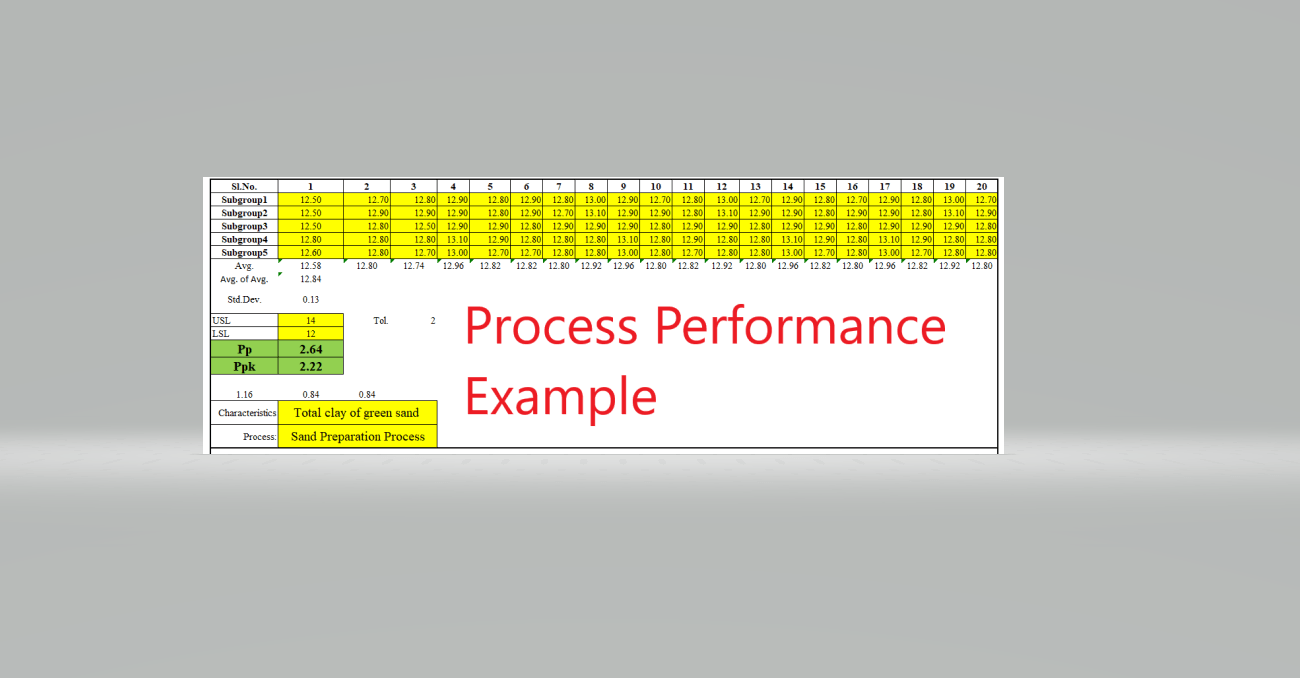
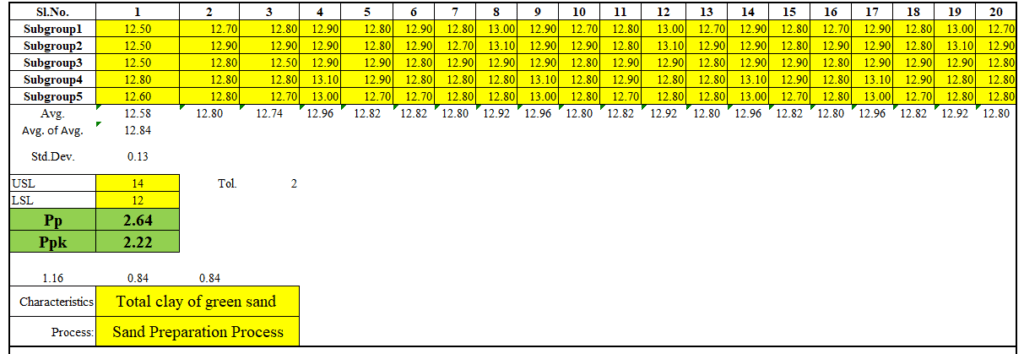
Example:
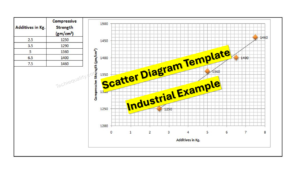
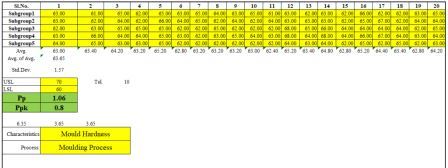
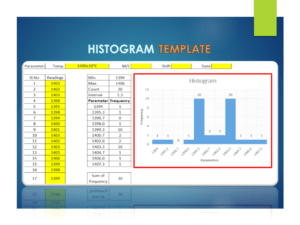
A Company ZYX Ltd has collected 100 numbers readings of Pouring temperature having the specification range from 1420°C to 1400°C and calculates the process performance and its index to know the performance of a process, which means how well it satisfies the variability requirement. So we have the 100 numbers of reading and we will calculate the Pp & Ppk value;
| Sl. No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| SG1 | 1409 | 1410 | 1412 | 1410 | 1408 | 1414 | 1413 | 1411 |
| SG2 | 1408 | 1410 | 1412 | 1410 | 1408 | 1414 | 1413 | 1411 |
| SG3 | 1408 | 1409 | 1411 | 1410 | 1405 | 1413 | 1411 | 1410 |
| SG4 | 1406 | 1409 | 1410 | 1409 | 1405 | 1413 | 1411 | 1410 |
| SG5 | 1406 | 1408 | 1410 | 1409 | 1404 | 1412 | 1411 | 1410 |
Note: SG=Subgroup
| 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| 1413 | 1408 | 1413 | 1412 | 1410 | 1409 | 1412 | 1408 |
| 1413 | 1408 | 1413 | 1412 | 1410 | 1408 | 1412 | 1408 |
| 1411 | 1405 | 1411 | 1410 | 1410 | 1408 | 1411 | 1405 |
| 1411 | 1405 | 1411 | 1410 | 1409 | 1406 | 1410 | 1405 |
| 1410 | 1404 | 1411 | 1410 | 1409 | 1406 | 1410 | 1404 |
| 17 | 18 | 19 | 20 |
| 1412 | 1408 | 1410 | 1408 |
| 1412 | 1408 | 1410 | 1408 |
| 1411 | 1405 | 1410 | 1405 |
| 1410 | 1405 | 1409 | 1405 |
| 1410 | 1404 | 1409 | 1404 |
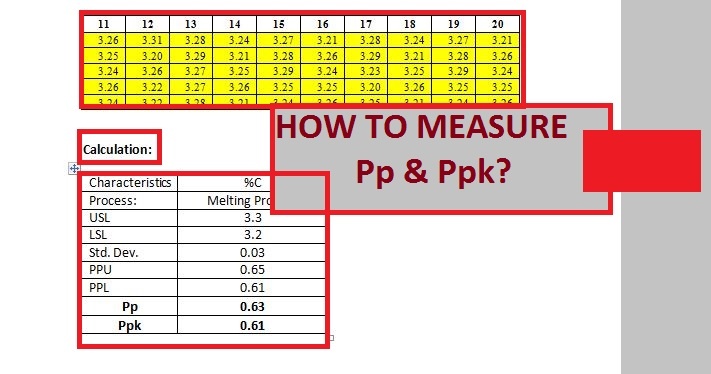
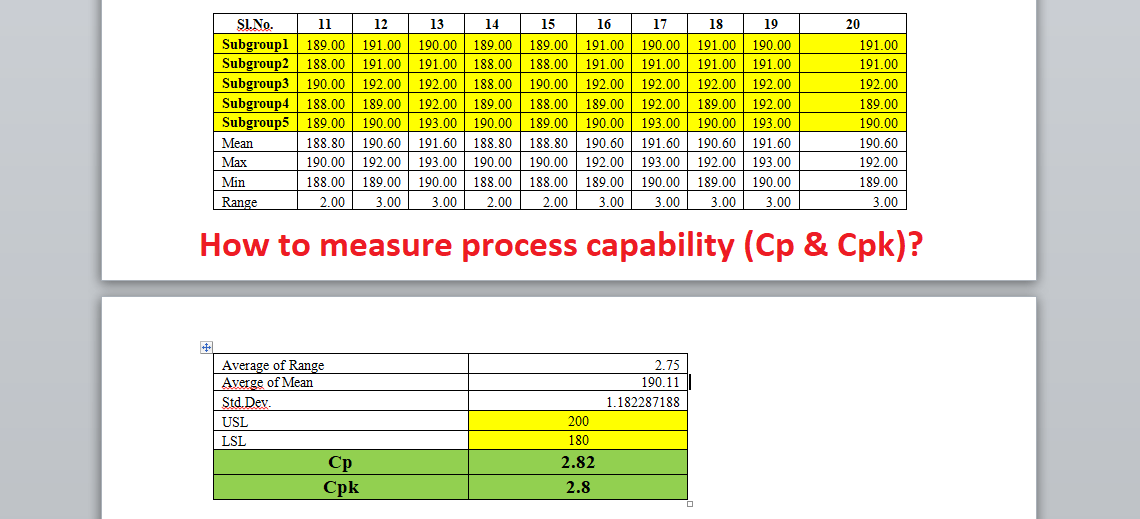
Calculation:
Pp=20/ (6 X 2.69) =1.24
PPU= (1420-1409.04)/ (3 X 2.69) =1.36
PPL= (1409.04-1400)/ (3 X 2.69) =1.12
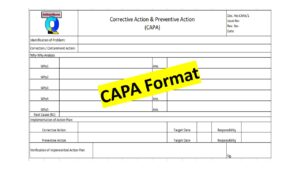
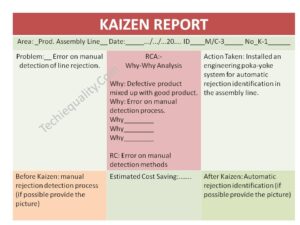
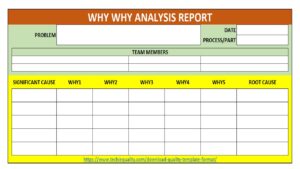
Sample Format:
Useful Articles:
Quality at the source | Steps to Implement It
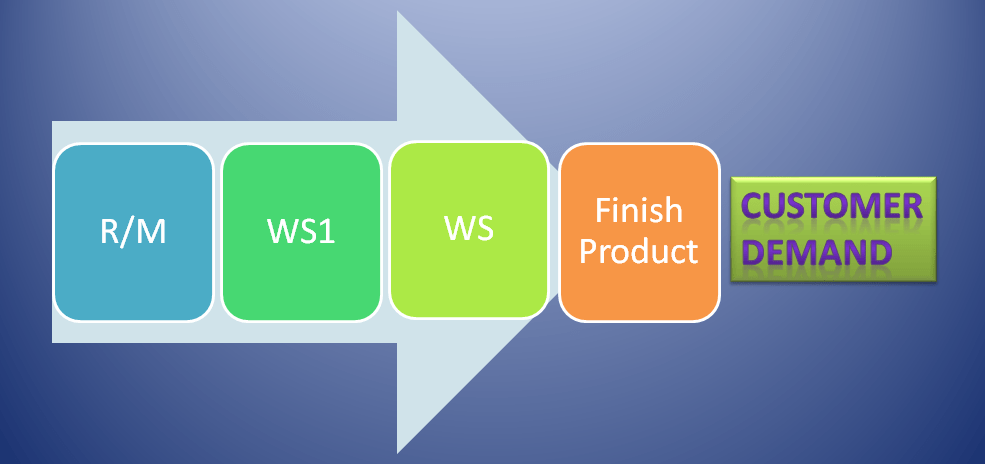
Pull Production System | Concept
Free Download the QA Templates
More on TECHIEQUALITY





Thank you for reading
Popular Post
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.