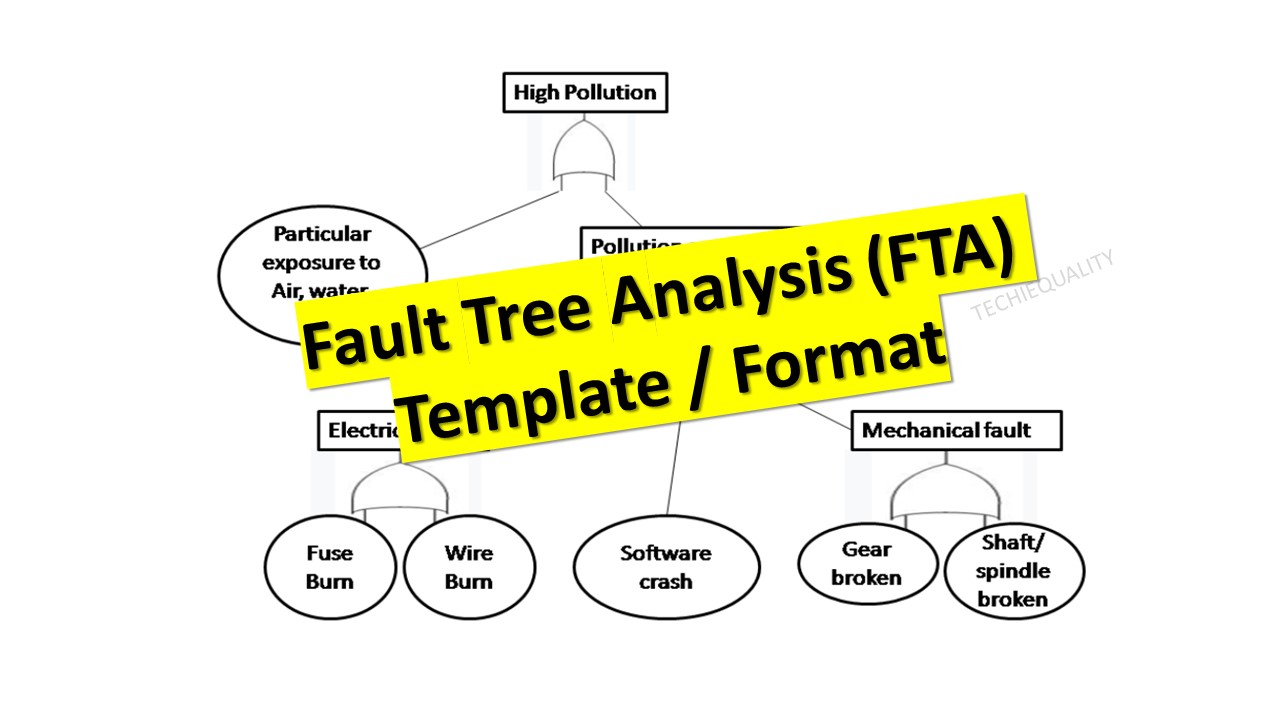
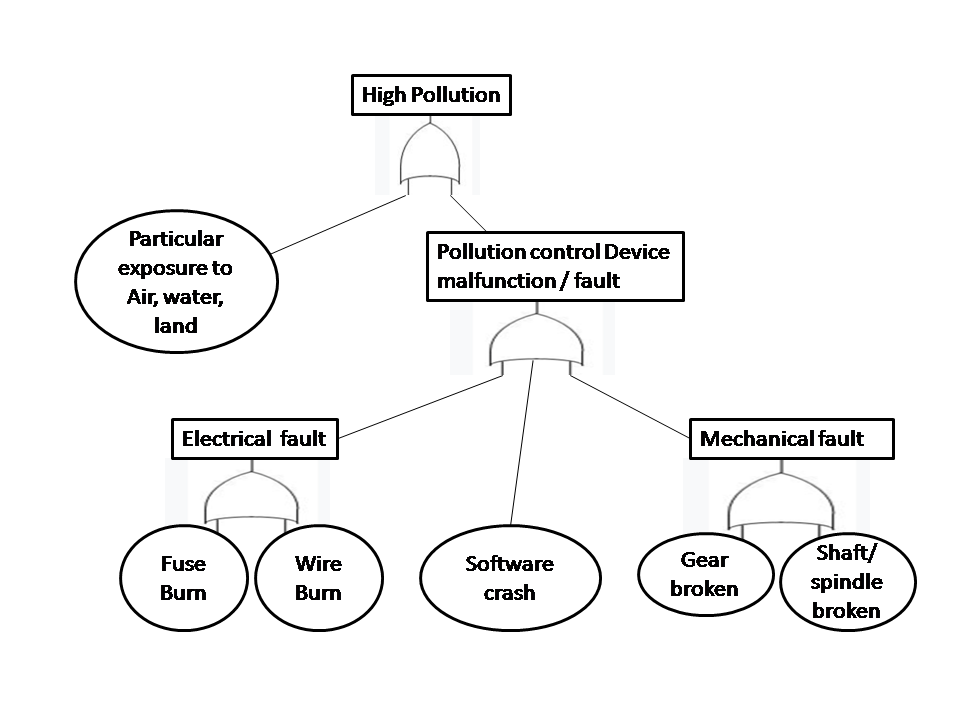
Fault tree analysis template | Download format | FTA with Example:
Hi Readers! Today we will discuss on FTA. And also we have prepared some templates/formats considering with some situations. You can download the same templates from the below links. FTA (Fault tree analysis template) was developed by H.A Watson at Bell Laboratory in 1962. Fault tree analysis is generally used to analyze the undesired state of a system through Boolean algebra. This is commonly applicable in the fields of the Nuclear power sector, Chemical manufacturing and service sector, Pharmaceutical, Petrochemical, Aerospace, and other high-hazard industries but now it has become a popular diagram that is being used in almost all types of organizations or sectors.
As we know, if any incidents occur (may be due to high-risk factors or particular system level failure) in a high-hazard factory may lead to a high Severity score in health, environment, and safety concerns. So here we will explain the FTA in detail with EHS-related Examples.
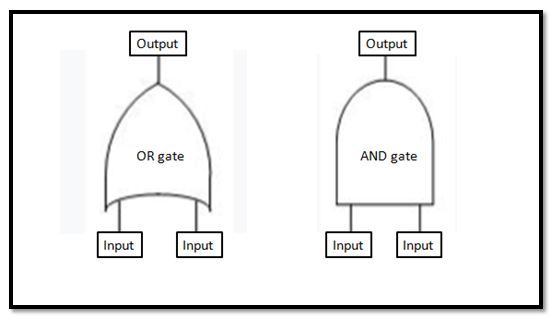
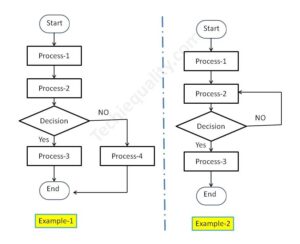
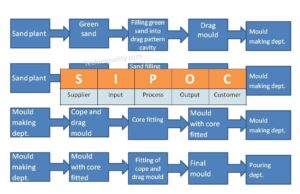
The output occurs if any input occurs. In the above figure you can see there is I/P-1 and I/P-2 in Or-Gate, The output of OR-gate will occur when any one of among two inputs will occurs. But in the case of AND-gate, the output will occur when both the input (I/P-1 & I/P-2) will occur.
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.
8D Report, Format, or Template is ready for you just click on Download. Here we will describe the 8D Report with a Manufacturing related example.
DOWNLOAD-(8D-DMN Report Template /format /form in Excel Format)
Basic Info. of 8D Report:
It’s a Problem-solving approach followed by Eight Critical Steps. This is used to provide excellent guidelines to identify the Root cause of The Problem or Issue. Moreover, an 8D approach is used to implement the solutions to prevent recurring problems. It was first used in the automotive industry.
Generally, Customer asks their Suppliers / Vendors / External Providers to submit the 8D Report as of and when they find the Defective material at their ends as BOP, Raw Materials, etc.
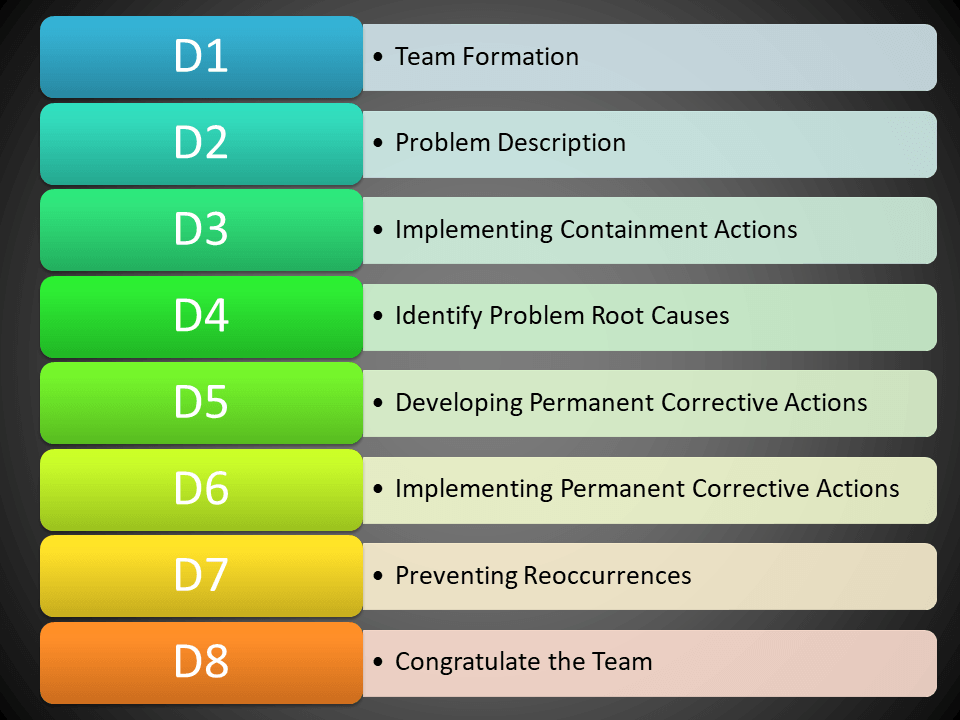
Eight
Steps of 8D Report:
Team
Formation
Problem
Description
Implementing
Containment Actions
Identify
Problem Root Causes
Developing
Permanent Corrective Actions
Implementing
Permanent Corrective Actions
Preventing Re-occurrences
Congratulating the Team
D1:- Team formation
A Cross-Functional team with multi-skilled Members needs to be selected.
D2:- Problem
Description
Describe the Problem in the form of 5W 2H as Who, What When, Where, Why, How, and how much.
D3:- Containment
actions
Temporary Action needs to be implemented until a permanent solution is implemented.
D4:- Identify Problem
Root Cause
After the implementation of Containment Action, We have to do the Root Cause Analysisto find out the Root Cause for the implementation of the permanent solution. The common tool used for RCA is Why-Why Analysis.
D5:- Developing
permanent corrective actions
After getting the Root Cause of a Problem, we have to prepare an Action plan for the Possible solution. From there Permanent Corrective actions need to be selected.
D6:- Implementing
permanent corrective actions
As soon as possible, Developed Permanent Corrective Actions need to be implemented. Implementation Plan / Activity Plan / Milestone Plan will help you better monitor and track the status of Activities.
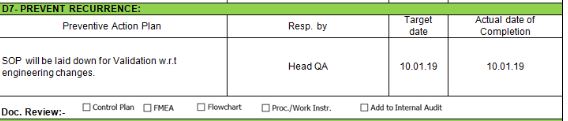
D7:- Preventive Re-occurrences
Here Preventive Action needs to be taken to minimize the Reoccurrences. In doing so, a review of the Management system, SOP, Control plan, FMEA, and Risk Management, so that it will prevent the Reoccurrence.
D8:- Congratulating
the team
Now, it’s time to congratulate the Recognize your team for the joint effort. It is the most important step among All steps, which will help you to improve the moral part of people’s engagement.
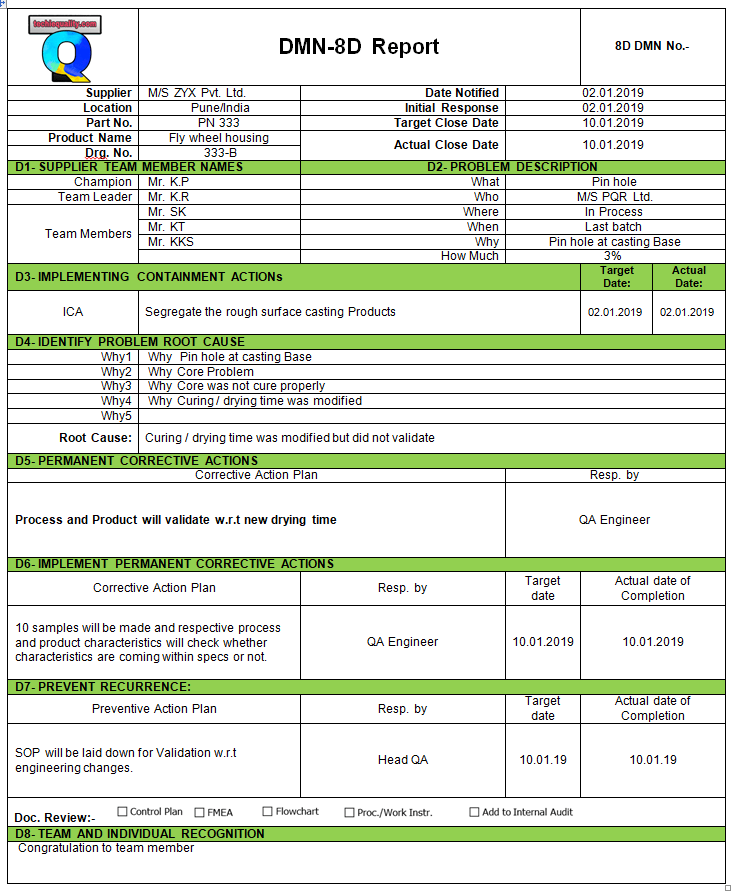
Example-1 Customer asked 8D report for casting pin-hole issue.
D-1: Supplier team member name: Organization is supposed to form a team with a Team leader and Champion.
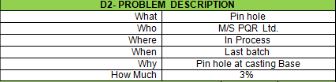
D-2: Problem Description: You may describe the problem in a 5W1H manner or 5W2H.
D-3: Implementing Containment action:
Immediate action needs to be taken so that the defective product will not be dispatched to the customer.
and also segregate the pinhole casting.
D-4: RCA: You can find out the Root cause by why-why analysis, hypothesis testing, etc.
D-5: Corrective Action:
Action to eliminate the root cause of the problem.
D-6: Implement CA: here in this stage we have to implement the action of the corrective action plan.
D-7: Preventive action:
Action to eliminate the potential cause of the problem. according to the new ISO 9001:2015 standard requirement, Risk analysis is there. but in the above example we have mentioned the PA as;
Example-2:
We have discussed here another practical manufacturing example for your better understanding, For Example, At the customer end, 80% of the last consignment material found a machining problem, so the customer asked their supplier to submit the 8D report. That 8D report has been described below, kindly go through it to know the details.
Illustration of above example-2:
D-1- SUPPLIER TEAM MEMBER NAMES: There should be a team member, leader, and champion. so choose team members smartly covering the several functions as CFT, so that your team’s technical strength will be enhanced.
D-2- PROBLEM DESCRIPTION:
This is the vital step where you have to confirm the problem and similarly need to describe it.
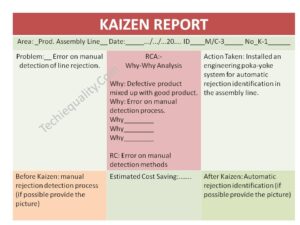
D-3- IMPLEMENTING CONTAINMENT ACTIONS: Take immediate action so that your customer will not receive a non-conforming product/ material /item. In the above example, the supplier has stopped the consignment of the mix-up item ( Good and NG material) to the customer.
D-4- IDENTIFY THE PROBLEM ROOT CAUSE:
You can use several techniques or tools to find out theroot cause, the commonly used technique is the why-why analysis.
D-5- PERMANENT CORRECTIVE ACTIONS: An action to eliminate the root cause of a problem, so whatever the RC will be found by root cause analysis then you have to take action on it. SO here covering the CAPA part is the important part.
D-8- TEAM AND INDIVIDUAL RECOGNITION: Congratulations to your team members.
FAQ:
What are the 8D steps?
The 8D is [1] Team Formation [2] Problem Description [3] Implementing Containment Action [4] Identify Problem Root Cause [5] Developing Permanent Corrective Action [6] Implementing Permanent Corrective Action [7] Preventing Reoccurrence [8] Congratulate the Team.
What is the difference between CAPA and 8D?
The CAPA and 8D are problem-solving approaches. During the RCA (Root cause analysis) of the problem, we generally develop the Action plan and represent it in different and different formats/templates like CAPA, 8D, G10, etc. The main objective or purpose of both methods is to develop the action plan, implement the action plan, and measure the effectiveness of the action plan. I meant to say that both are problem-solving approaches/ methods.
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.
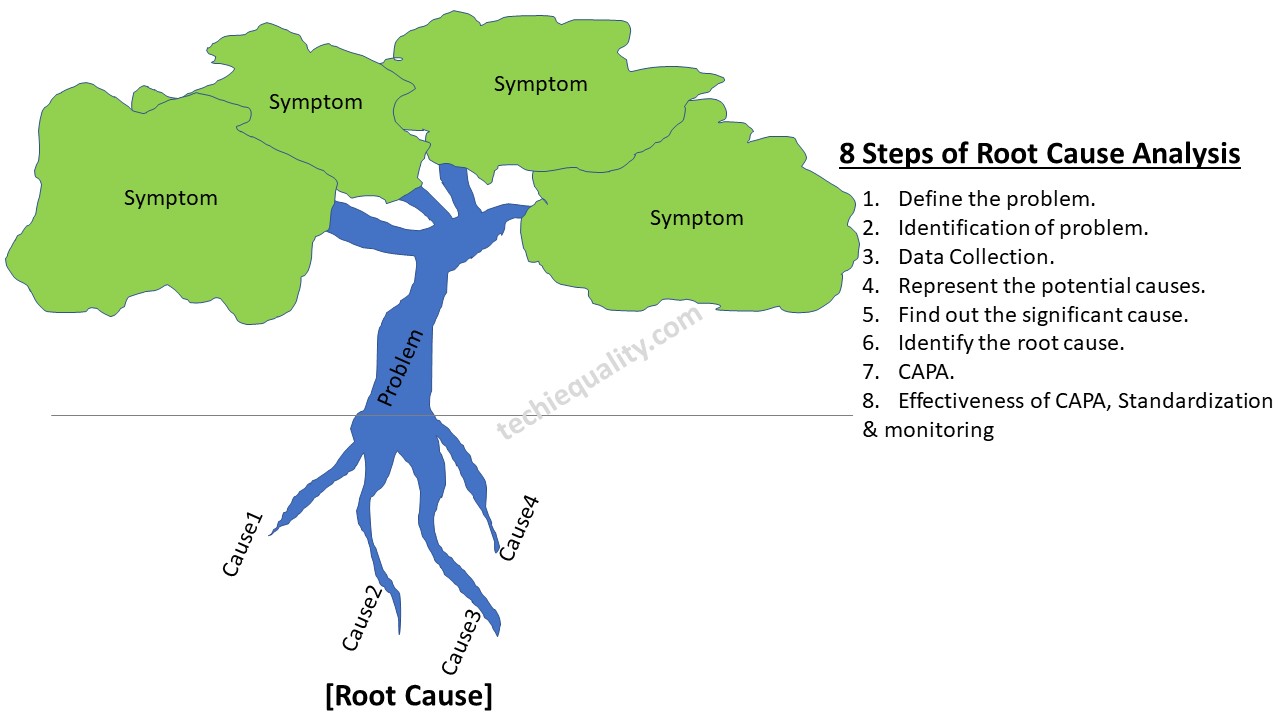
Root Cause Analysis is a frequently used and Popular Method to aid in catching the exact reason for a problem. It will help you to find out the primary cause of the problem so that we can determine what happened, and why it happened and also formulate the Prevention so that the problem will not occur again. It’s a vital part of the Continuous Improvement.
Define the Problem: – This step will
help you to understand the problem definition.
Step Two:
Identification of Problem: – What exactly happening, Where the problem is being occurred and what are the symptoms of the problem?
Step Three:
Collect Data – Before collecting the Data, You have to plot thePareto Chartof Existing Past data for the last six months at least. Then formulate the template according to the higher contributing causes with the help of the Pareto Principle (80/20 rules). Set up the Template machine-wise, process-wise, and shift-wise etc. At least collect the data for three months.
Represent The Potential Cause: – Now you have to plot the Pareto chartwith the Present collecting data. Next, to apply the Pareto principle to identify the Problems among the set, that are coming under the 80% contribution.
All Problems that are coming under the 80% contribution need to be plotted in the Fishbone Diagramindividually to represent the Potential Causes.
Find out the significant Causes: A hypothesis test needs to be executed here to find out the significant reasons.
For example, let us take the Shrinkage as the problem, which is coming under the 80% contribution (The decision will come from the Pareto chart considering its Principle rules). Let Shrinkage has three potential causes [1] High Pouring Temperature, [2] Wrong Gating System Design, [3] High Carbon Equivalent. To find out the significant causes of the three problems. We have to do the Hypothesis test as per the below pattern as
[1] High Pouring Temperature vs.
Shrinkage.
[2] Wrong Gating System Design vs.
Shrinkage
[3]High Carbon equivalent vs.
Shrinkage.
After doing the hypothesis testing as per the above pattern, one or a number of causes will come to the point as significant Causes.
Now you have to follow step six to identify the Root Cause.
Step Six:
Identify the Root Causes:-
Before you execute the root cause identification. List all significant causes. Thereafter, we have to do the Why-Why Analysis of all individual significant causes until to get the Root Causes. Once you completed the 5-whys analysis try to document these in why why analysis template.
Step Seven:
CAPA: Corrective and Preventive Action
Plan to be Prepared.
Effectiveness of CAPA: – After implementation of CAPA, Trend Analysis needs to be plotted to figure out the effectiveness of CAPA or Action Plan. If the Action Plan is fully effective then the control mechanism and action plan need to the incorporated in relevant documents (e.g. FMEA, SOP, Control Plan, etc.).
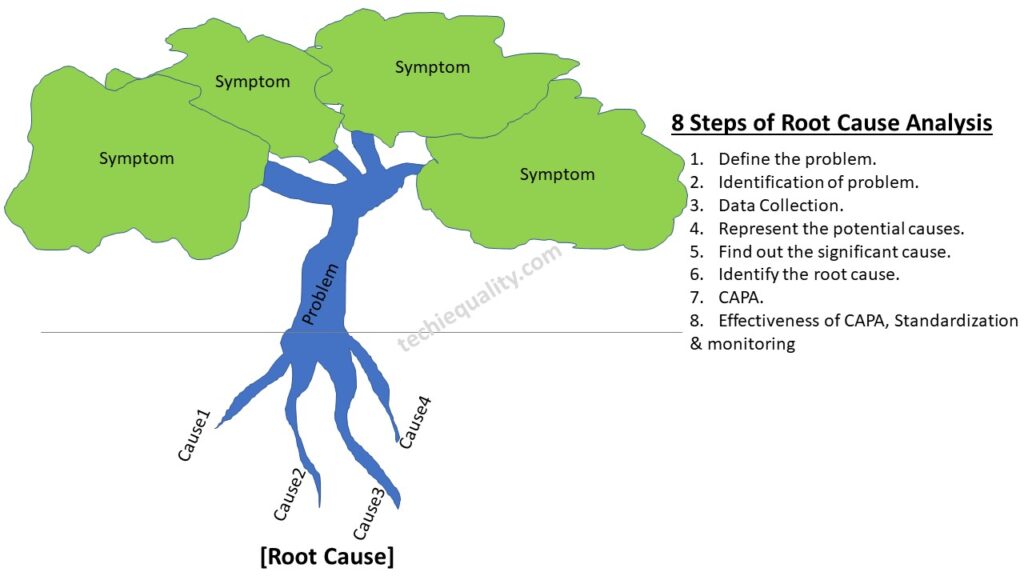
RCA or root cause analysis is a very important methodology to identify the root cause of any problem, issues, defects, non-conformities, customer complaints, warranty analysis, variation, deviation, abnormal activities, etc. There are many improvement projects being implemented in manufacturing industries such as the six sigma project, Quality Circle project, Kaizen, and small group activity project, where RCA is a vital milestone to successfully achieve the project goal. Proper RCA will help you to address the root cause for formulating the action plan to resolve the problem. You can follow the below 8 steps to do the proper RCA.
Root Cause Analysis
Before taking any example, we are going to know the tools used in RCA, for the problem statement i.e. [problem definition and identification] you can use the 5W1H or 5W2H tools. similarly, we have mentioned the tools used in the rest of the RCA steps are given below;
8 steps of RCA
Common Applicable Tools& Template
Define the problem
5W1H or 5W2H
Identification of the problem
5W1H or 5W2H
Data collection
Data collection Format, Pareto chart, etc.
Represent the potential cause
Fishbone or Cause & Effect or Ishikawa diagram
Find out the significant cause
Hypothesis test, validation of potential causes
Identify the root cause
Why-Why analysis [5W analysis]
CAPA
CAPA template, 8D, etc.
Effectiveness of CAPA, standardization & monitoring
Inspection report template, SOP, WI, CP, FMEA, etc.
RCA Examples:
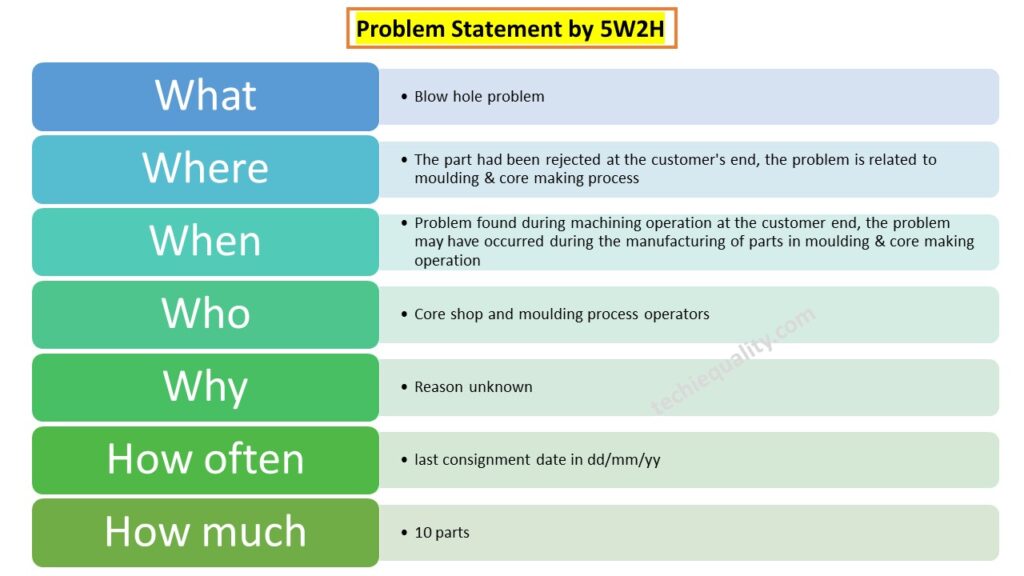
Let’s consider a company manufacturing automobile parts and supplying those parts to OEM customers, but one day one complaint was received from the customer for a blow hole problem. for the same problem, the customer asked for an action plan. To resolve the problem and form an action plan the process QA engineer started the RCA [root cause analysis] of blow hole issues. They have followed the above steps for RCA and the same is given below.
Problem Statement:
What: Blow hole problem
Where: The part had been rejected at the customer’s end, the problem is related to moulding & core making process
When: Problem found during machining operation at the customer end, the problem may have occurred during the manufacturing of parts in moulding & core making operation
Who: Core shop and moulding process operators
Why: Reason unknown
How often: last consignment date in dd/mm/yy
How much: 10 parts
Problem Statement by 5W2H
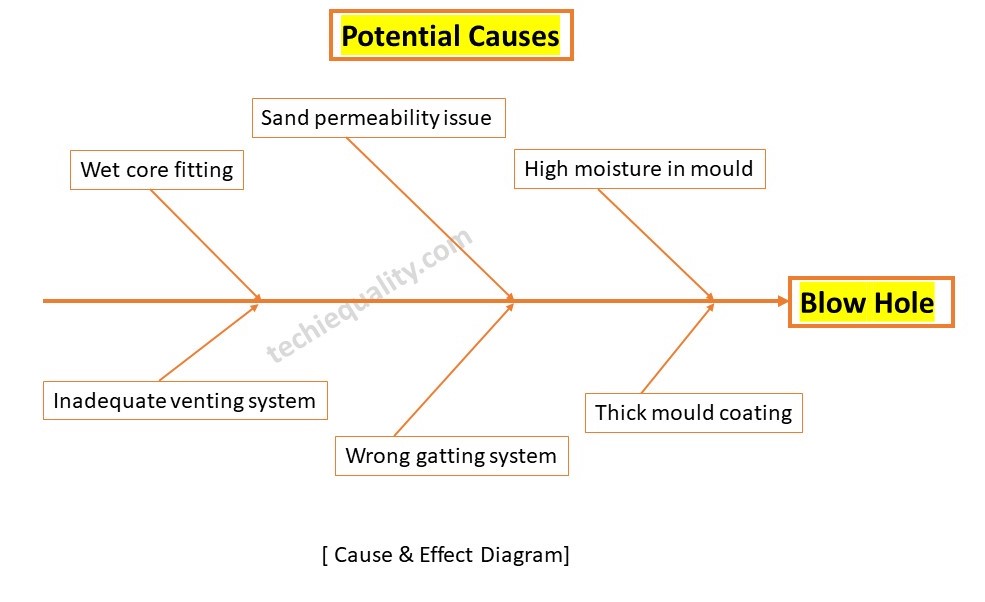
Now, with the help of a cause & effect diagram, we have to identify the potential causes for the blow hole problem, below are the listed potential causes but these are not limited to
Wet core fitted in moulding.
Inadequate venting system.
Wrong gatting system
High moisture in mould
sand permeability issue
Thick mould coating.
We plotted a cause-and-effect diagram using the above potential causes, and we show the diagram below;
Now, we have to find out the significant cause with the help of a hypothesis test or validation of potential causes. after doing the validation of all the above potential causes by following the validation methodology, we found that “wet core” was the significant cause. so the next step is the identification of the root cause.
RCA of blowhole by why-why analysis:
SC: Wet core fitted in moulding
Why: Core was wet
Why: The team did not follow the drying procedure properly.
Root Cause: Lack of awareness
After doing the root cause analysis, you have to formulate the CAPA and need to monitor the effectiveness of the action plan. then you can standardise the document and if applicable you can do the horizontal deployment of the same.
Many tools, techniques, templates, and formats help conduct root cause analysis, but here we will discuss only some common and popular ones listed below.
Root Cause Analysis is a systematic process for identifying the root causes of a problem rather than just addressing symptoms, enabling effective corrective action.
2. Why RCA Matters
RCA matters because it:
Prevents recurrence of problems
Improves process reliability.
Reduces costs from rework, failures, and incidents
Supports continuous improvement and learning
Encourages fact-based decision-making
Strengthens accountability without blame
3. When to Use RCA
RCA should be used when:
A significant incident or failure occurs
There are repeated or chronic problems
A problem has high risk, cost, or impact
Regulatory, safety, or quality requirements demand it
A process deviation leads to undesired outcomes
You need to understand system weaknesses, not just fix an error
4. When RCA is Useful
RCA is especially useful when:
The problem is complex or multi-factorial
The cause is not immediately obvious
Multiple teams or processes are involved
You need long-term corrective actions
Data, evidence, and subject matter experts are available
5. Benefits of RCA
Identifies true root causes, not symptoms
Leads to sustainable corrective actions
Improves process design and controls
Enhances organizational learning
Reduces repeat incidents
Strengthens risk management
Builds a culture of improvement
6. Limitations of RCA
Time- and resource-intensive
Results depend on data quality
Can be ineffective if:
Poorly facilitated
Politicized or blame-focused
Not ideal for:
Simple, one-off issues
Situations requiring immediate action only
May miss causes if the system boundaries are too narrow
7. Best Practices for Effective RCA
a. Define the Problem Clearly
Be specific, factual, and measurable
Focus on what happened, where, when, and the impact
b. Focus on Systems, Not People
Ask why the system allowed the error
Treat human error as a symptom, not a root cause
c. Use Structured Tools
Common RCA tools:
5 Whys
Fishbone (Ishikawa) Diagram
Fault Tree Analysis
Pareto Analysis
Process Mapping
7QC Tools
CAPA
d. Use Evidence and Data
Rely on facts, records, observations, and timelines
Avoid assumptions or opinions
e. Involve the Right People
Include process owners and subject matter experts
Encourage open, blame-free discussion
f. Identify Root Causes, Not Just Contributing Factors
Validate that removing the cause would prevent recurrence
g. Develop Strong Corrective Actions
Effective actions:
Address the root cause directly
Are measurable and realistic
Include ownership and deadlines
Prefer engineering or system controls over training alone
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.
Fishbone Diagram Template With Example | Download Template
Download the Fishbone Diagram Template by clicking on the below link. Fishbone Diagram will help you to represent the Potential Causes of a Problem.
DOWNLOAD the Cause & Effect Diagram / Fishbone Diagram.
How to Use Fishbone
Diagram Template:
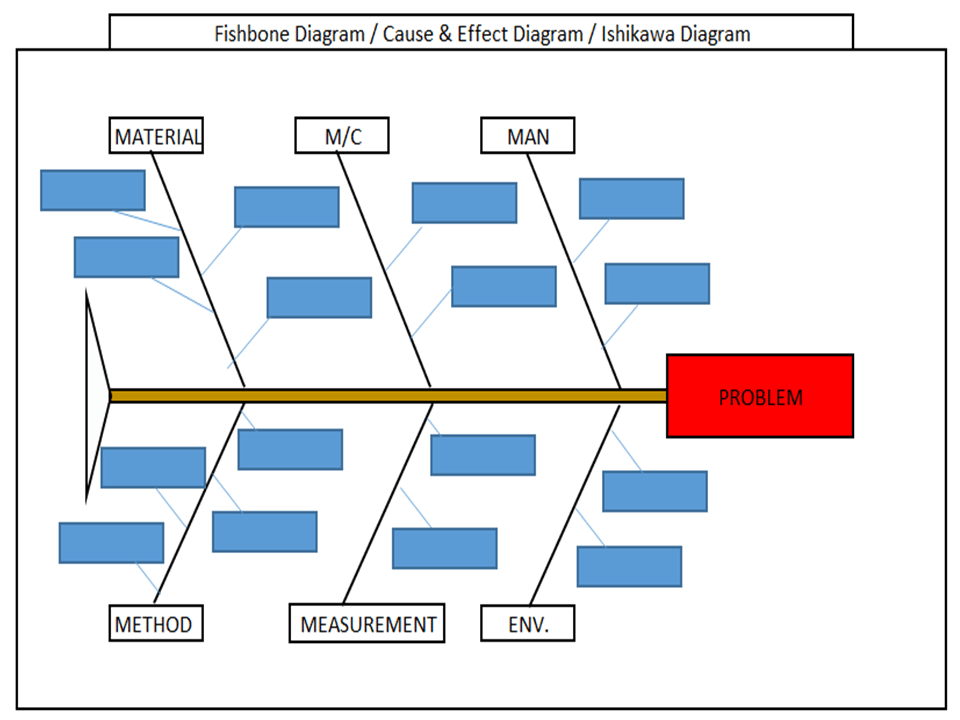
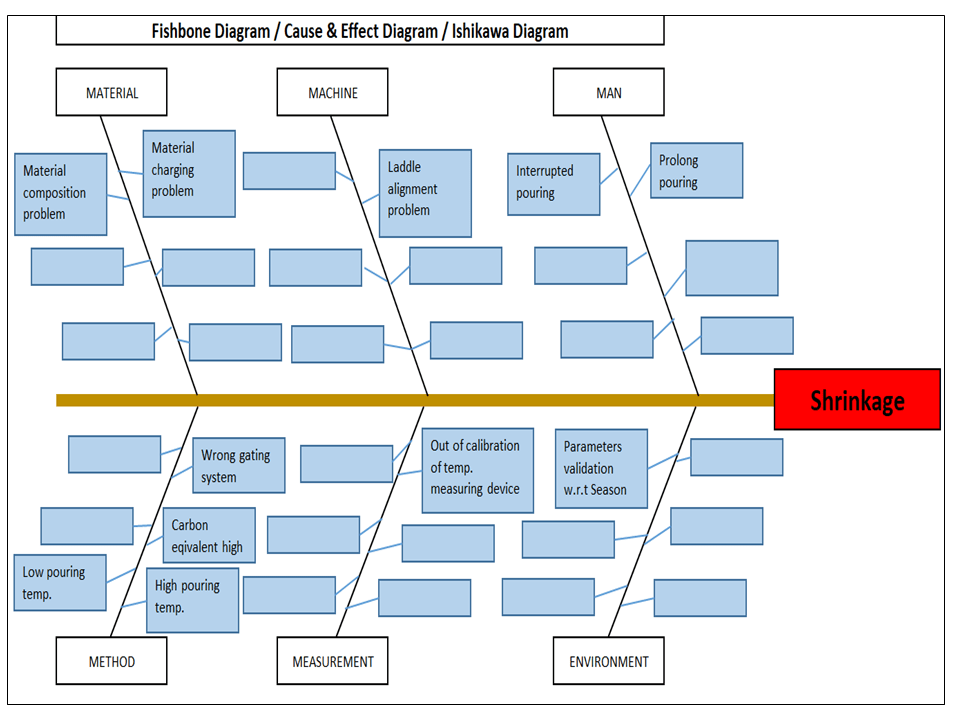
[Figure-1]
Step-1: Download the Fishbone Diagram Template (Link is given at the top)
Step-2: Enter the Name of the Problem in the Red Highlighted Box, marked in the Excel template (e.g. refer to the above Figure-1 for easy understanding)
Step-3: Identify and then enter the Potential causes in the Sky color box in the Excel template under Man, Machines, Material, Method, Measurement, and Environment.
How to Identify the
Potential Causes of a Problem:
Step-1: To make a CFT Team (Cross-Functional team). Members of CFT should be from different and different processes/areas or departments. E.g. someone from production, Quality, technical, R&D, Maintenance, etc.
Step-2: Individually identify the Causes through
Brainstorming.
Step-3: Before you identify the causes by all team members, you have to list up all causes without any repetition. Next, all members of the team should sit together to identify the new causes through Brainstorming. And finally, do the list up of all causes identify by individual and team.
Step-4: Represent all potential causes in the Cause and Effect Diagram Template or Fishbone Diagram Template or Ishikawa Diagram Template.
Step-5: Identify the Significant Causes with the help of Hypothesis testing.
I have taken a Problem from the Iron casting Process as Shrinkage. Here I need to represent the Potential causes of Shrinkage in the Fishbone Diagram Template or Cause and Effect Diagram Template or the Ishikawa Diagram template. First of all, I made a CFT team considering the members from the production process, quality, Development, and Maintenance Department.
Instructed all members to identify the Potential cause relevant to their work function in individually through Brainstorming. Next, collect all Potential causes. And then call a meeting for further identification of Causes together with all members through Brainstorming. List up all Causes and represent those in the Fishbone Diagram Template, just like the below figure.
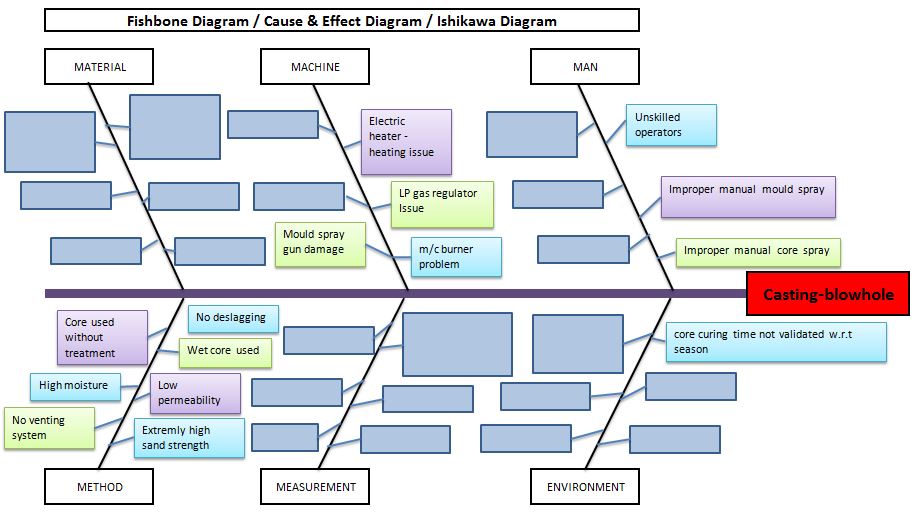
Example-2: Casting Blow-hole Problem:
Below are the potential causes that may cause the blow-hole problem in raw casting products;
Improper manual core spray.
Improper manual mould spray.
Unskilled operators.
Core curing time is not validated w.r.t season.
Core curing m/c burner problem.
LP gas regulator issue.
Electric heater -heating issue.
Mould spray gun damage.
No deslagging.
Wet core used.
Low permeability.
Extremely high sand strength.
No venting system.
High moisture.
Core used without treatment.
Benefits
of Fishbone Diagram:
It represents and displays the relationship of potential causes w.r.t Problem: – All Possible causes will represent them under which category among the man, machines, method, measurement, material, and environment.
Accumulate the possible Reasons in a single diagram: – It will be very difficult to resolve the problem without any idea of the Possible or Potential causes of any problem. So this diagram will show you all the causes simultaneously.
Involvement in Brainstorming: – It will help you to boost and structure the brainstorming to identify the possible causes or reasons.
It will help you to maintain the team focus to achieve the common goal: – As you know the team mission is to achieve the common goal means to identify the possible causes or reasons. All team members will identify the Causes or Reasons individually and together in a team to list-up the possible causes.
How to plot Ishikawa or cause and effect diagram of customer complaint:
first of all, download the cause and effect diagram template or Ishikawa diagram template from the given above link (at the top) and then follow the below steps. As per my own experience regarding the preparation of cause and effect diagrams related to customer complaints. at first, when I received a customer complaint, I just tried to understand the nature and type of problem and immediately called for a meeting for initial problem understanding with team members. Once it’s understood by all the team members, then we form a special team for 8D or CAPA formation.
Before doing the why-why analysis we have to identify the potential causes by using popular tools i.e. fishbone or cause & effect or Ishikawa diagram. To do so, the individual team members should identify the potential cause w.r.t customer complaints, Once you collect the all identified potential causes by individual members, then you have to plot the final fishbone diagram to keep in your mind with the repeated potential causes. when you choose to form the team at that time members should be in CFT of that process where the customer problem is related.
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.
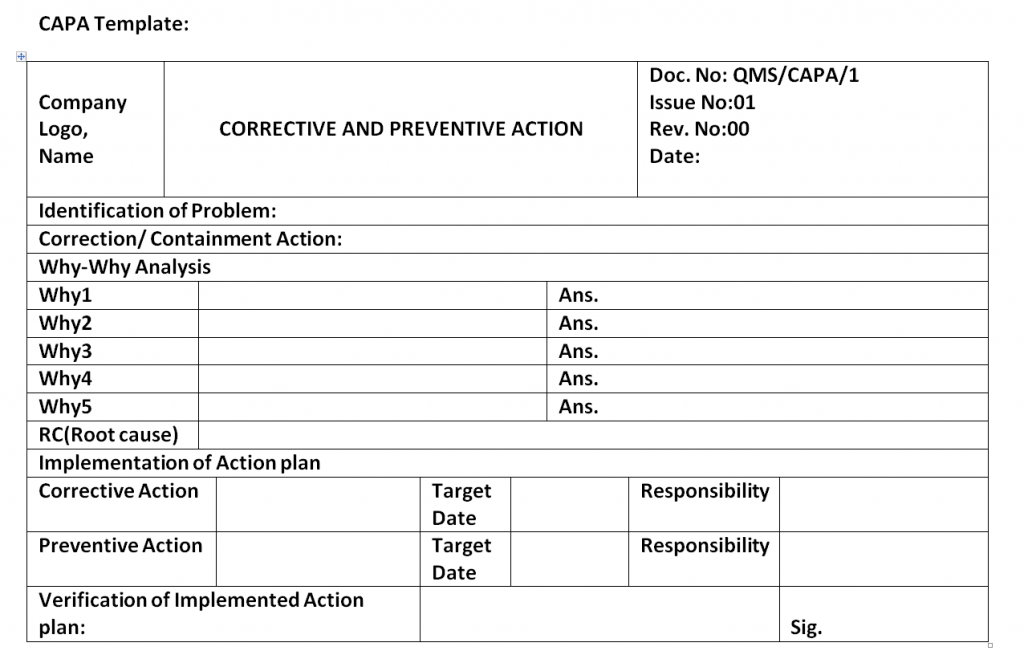
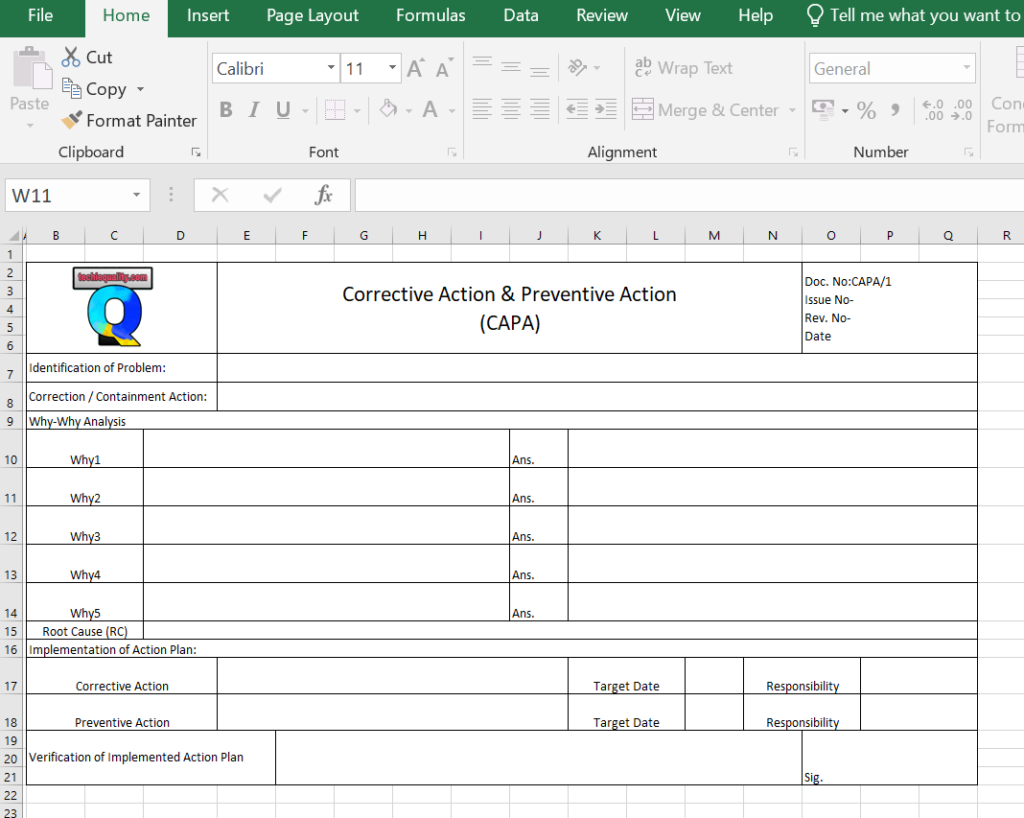
Corrective and Preventive Action Format | Download CAPA Format:
Corrective and Preventive Action Format with an example is illustrated below. CAPA has generally eliminated the causes of nonconformity. It is usually a set of actions i.e corrective action and preventive action, An Action to eliminate the Root cause of Non-conformity is called corrective action, and an action to eliminate the potential cause of non-conformity is called Preventive action.
After knowing the symptom of the Problems why-why analysis plays a major part in identifying the root cause of the symptom of the problem.
In Industry CAPA is used to bring about improvement in process operation and to eliminate the causes of Problems. Corrective and preventive action is also a part of the Quality management system. CAPA is fully followed by the PDCA cycle for the implementation of the action plan and for monitoring the effectiveness of the action plan.
Corrective action implemented w.r.t the Customer Return, field failure, Manufacturing Process defects, warranty failure, Product design failure, server failure, etc.
Preventive action is implemented in reaction to identifying the potential cause of nonconformity. Common preventive actions in industries are given below, but are not limited to:
Process/ potential failure Mode and Effects Analysis.
Design Failure mode and effects analysis
Quality Assurance Plan/ Control Plan
Standard Operating Procedure / Work Instruction.
Error Proofing/ Poka-yoke/ Mistake Proofing
Reaction plan
Risk mitigation plan
Alarms System
Process Validation
Product validation
Process layout.
Process feasibility study
Education and Training (Class Room / On-job-Training)
Preventive maintenance.
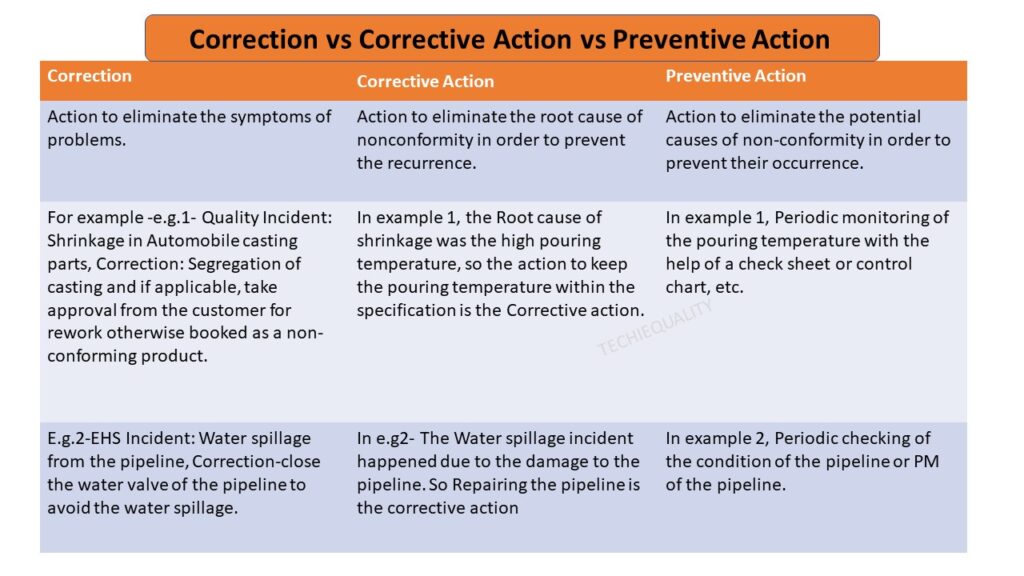
Corrective Action vs Preventive Action:
Correction
Corrective Action
Preventive Action
Action to eliminate the symptoms of problems.
Action to eliminate the root cause of nonconformity in order to prevent the recurrence. The action to be taken in order to eliminate the root cause.
Action to eliminate the potential causes of non-conformity in order to prevent their occurrence. To eliminate the potential cause of problems. The action to be taken in order to avoid root cause recurrence.
For example -e.g.1- Quality Incident: Shrinkage in Automobile casting parts, Correction: Segregation of casting and if applicable, take approval from the customer for rework otherwise booked as a non-conforming product.
In example 1, the Root cause of shrinkage was the high pouring temperature, so the action to keep the pouring temperature within the specification is the Corrective action.
In example 1, Periodic monitoring of the pouring temperature with the help of a check sheet or control chart, etc.
E.g.2-EHS Incident: Water spillage from the pipeline, Correction-close the water valve of the pipeline to avoid the water spillage.
In e.g2- The Water spillage incident happened due to the damage to the pipeline. So Repairing the pipeline is the corrective action
In example 2, Periodic checking of the condition of the pipeline or PM of pipeline.
Correction vs Corrective action vs Preventive action
Corrective Action vs Preventive Action
Corrective and Preventive Action Format / CAPA Format / CAPA Template in Word
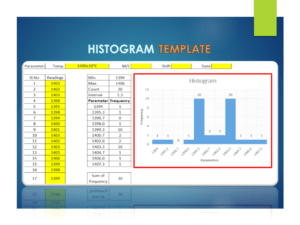
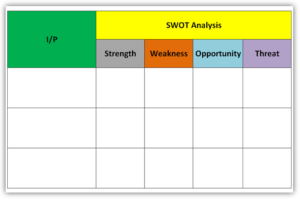
Use our approved simple & best formats or templates in your organization/ manufacturing units and provide us with your valuable feedback. DOWNLOAD-Template/ Format of 7QC tools, Cp & Cpk Calculation Sheet, FTA, 5W2H, 5W1H, SWOT Analysis format, Run Chart, 8D Format, Control Chart, OEE calculation excel sheet, CAPA Word format /Template, etc.
Ans. The gating system design has been modified but not verified by the Designer
Why-Why Analysis.
RC(Root cause): The gating system design has been modified but not verified by the Designer
Root Cause.
Implementation of the Action plan:
Corrective Action
A method check sheet will be made to verify the gating system design
Target Date
xx/yy/2020
Responsibility
Mr.Z
Preventive Action
Method check sheet frequency will be addressed in the Quality Assurance Plan and similarly, DFMEA’s Current control needs to be updated.
Target Date
xx/yy/2020
Responsibility
Mr.Z
Action Plan Example.
Verification of Implemented Action Plan: Implemented.
[Verification]
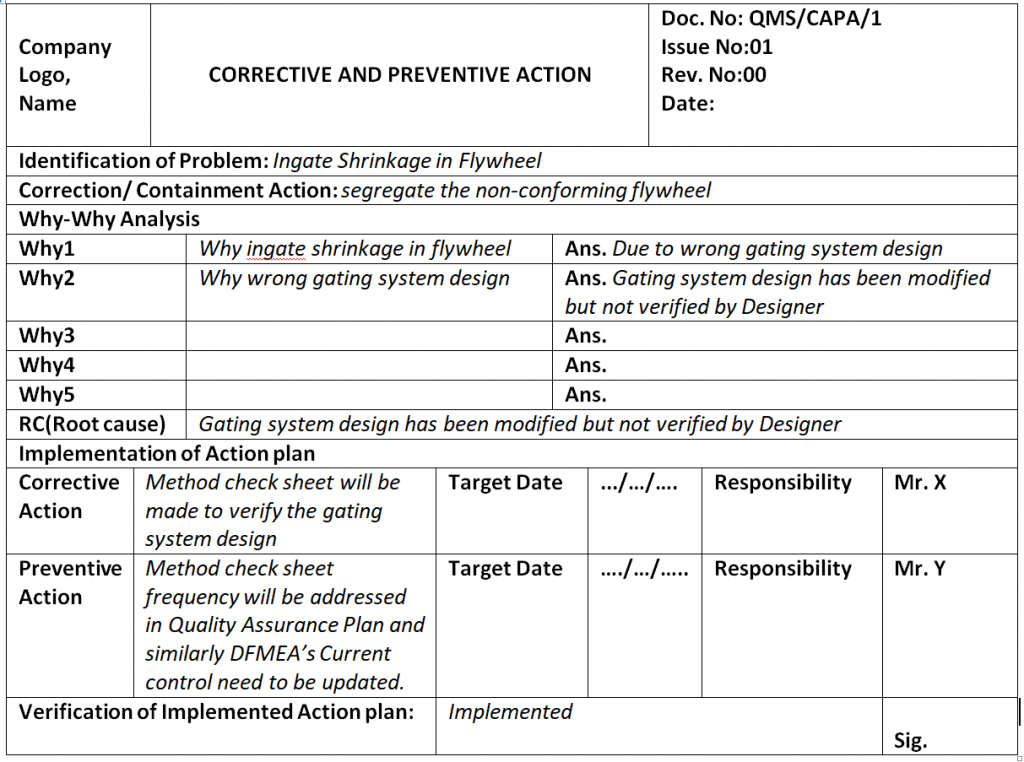
EXAMPLE-2:
Details description of Example-2 (CAPA of Fire Incidents):
Identification of Problem: Fire incident.
Correction/ Containment Action: Put out the fire.
Why-Why Analysis of Fire Incident.
Why-1
Why fire incidents occurred?
Ans. Due to LPG leakage from the supply pipeline’s valve
Why-2
Why LPG leakage from the supply pipeline’s valve?
Ans. Due to a corroded /rusted valve
Why-3
Why is the valve corroded /rusted?
Ans. Maintenance of the pipeline has not been done timely
Why-4
Why maintenance of the pipeline has not been done timely?
Ans. Because the maintenance schedule is not followed as per plan.
Why-5
Why maintenance schedule is not followed as per the plan?
Ans. The schedule was not comprehensive w.r.t criticality & availability of m/c, equipment, etc.
5-W Analysis
RC (Root cause): The maintenance Schedule was not comprehensive.
Implementation of the Action Plan:
Corrective Action: A comprehensive maintenance schedule will be prepared w.r.t criticality & availability of m/c, equipment, device, etc.
Responsibility: Mr. XYZ (Maintenance Engineer)
Preventive Action: Fortnightly adherence review of maintenance schedule by Mnt. Manager.
Responsibility: Mr. PQR (Maintenance Manager)
Action Plan Example
Verification of Implemented Action plan: Implemented
Filled up CAPA Format in Word:
CAPA format filled up with examples of fire incidents
EXAMPLE-3:
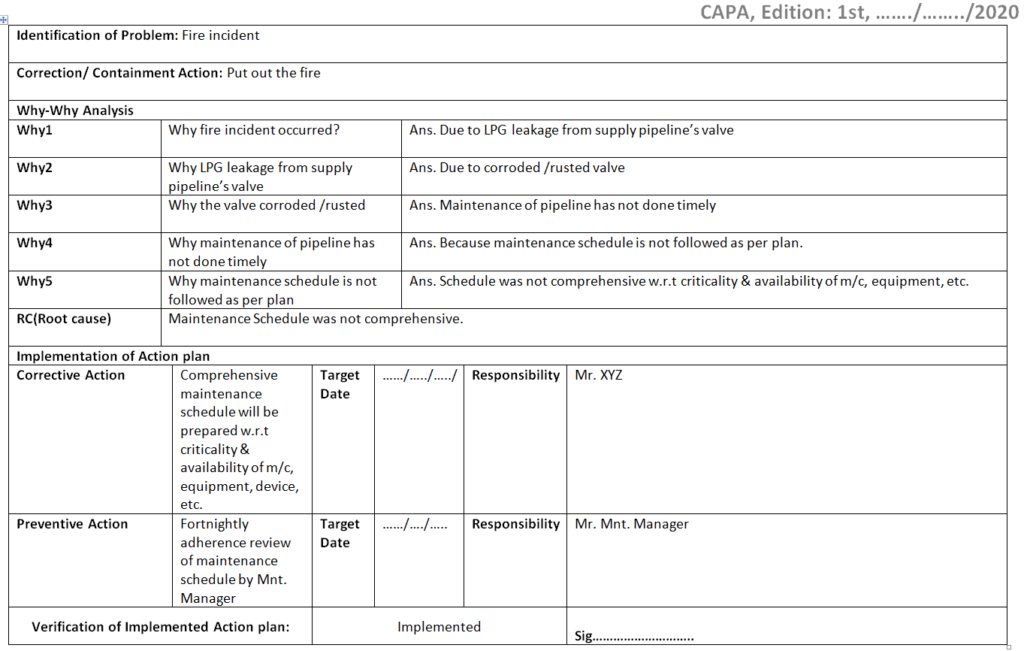
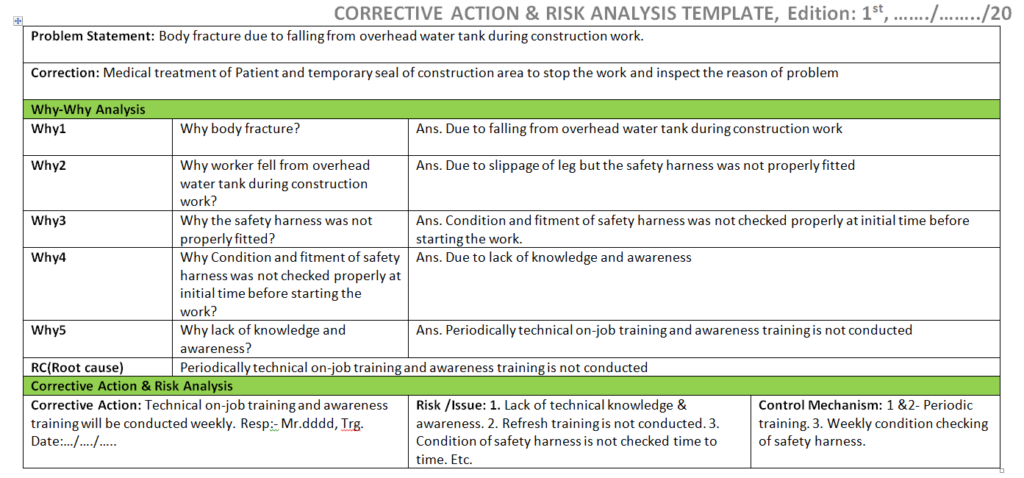
In this example-3, we will discuss the latest type of format or template of CAPA, as you know the preventive action part does not exist in ISO 9001:2015 standard, and the same was replaced by Risk, so we have to analyze the risk instead of preventive action. Hence considering with new ISO 9001:2015 standard we have prepared a new format/template called the Corrective action & risk analysis template and illustrated the same with simple examples.
CORRECTIVE ACTION & RISK ANALYSIS TEMPLATE
How to fill up the CARA Template /Format? (Illustrated with example):
Problem Statement: Body fracture due to falling from an overhead water tank during construction work.
Correction: Medical treatment of the Patient and temporary seal of the construction area to stop the work and inspect the reason for the problem.
Ans. Due to falling from an overhead water tank during construction work
Why-2
Why worker fell from an overhead water tank during construction work?
Ans. Due to slippage of the leg but the safety harness was not properly fitted
Why-3
Why the safety harness was not properly fitted?
Ans. The condition and fitment of the safety harness were not checked properly at an initial time before starting the work.
Why-4
Why Condition and fitment of the safety harness were not checked properly at the initial time before starting the work?
Ans. Due to a lack of knowledge and awareness
Why-5
Why lack of knowledge and awareness?
Ans. Periodically technical on-job training and awareness training is not conducted
5-Why Analysis
RC (Root cause): Periodically technical on-job training and awareness training are not conducted
Corrective Action & Risk Analysis:
Corrective Action: Technical on-job training and awareness training will be conducted weekly. Resp: – Mr.dddd, Trg. Date:…/…./…..
Risk /Issue: 1. Lack of technical knowledge & awareness. 2. Refresh training is not conducted. 3. The Condition of the safety harness is not checked from time to time. Etc.
Control Mechanism: 1 &2- Periodic training. 3. Weekly condition checking of safety harnesses.
CARA Report
CARA format
Example-4:
Here, we are going to discuss one example related to an accident and consider the same scenario for CAPA analysis. let’s say an accident occurred at a manufacturing unit while a man operating a machine. A CFT has been formed to analyze the accident and they prepared the CAPA report, which is mentioned below;
Correction: Medical treatment was provided to the patient and temporarily barricade the zone and machine for inspection purposes.
Root Cause: Lack of awareness
Corrective Action: Awareness training shall be provided to operators/workers
Preventive Action: Periodically awareness training needs shall be identified and the same to be imparted to concerned personnel.
FAQ1:
What ISO 9001:2015 Said about CAPA?
Ans: As you know the new ISO 9001:2015 standard asked about Correction, Corrective Action, and Risk & its mitigation plan. but not asked for preventive action. same mentioned in clause no.10.2 Nonconformity and corrective action in ISO 9001:2015 Standard. and for retained documented information, ISO 9001 asked for mandatory requirements as evidence of 1] the nature of the nonconformity and any subsequent actions taken. 2] the results of any corrective action.
What IATF 16949:2016 Said about CAPA?
Ans: The new IATF 16949 standard asked for Corrective action, Preventive action, and risk. In clause no 6.1.2.1, it’s said about Risk analysis, In 6.1.2.2-Preventive action and clause no. 10.2-Nonconformity & Corrective Action. After the incorporation of risk analysis in the IATF 16949 standard, still preventive action exists there.
FAQ2:
What is CAPA?
Ans: The full form of CAPA is Corrective Action & Preventive Action. corrective action eliminates the root cause of a non-conformity and PA eliminates the cause of potential non-conformity.
How to write corrective and preventive action reports?
Ans: We have already described at the top of this post with an example, simply go through it. Anyway, the most important part is the Root cause analysis and Why-Why analysis. Once you follow the right step to complete the RCA then, it will be very easy to write the CAPA in CAPA format /report, but in the new ISO 9001:2015 standard the preventive action has been replaced by Risk analysis, so when you write the CAPA, you have to cover the correction /containment action, corrective action then, you are supposed to identify the risk.
How to fill up the CAPA format quickly?
follow the below steps to fill up the CAPA format/template quickly;
Identify the problem.
Take containment action
Do the RCA.
Implement the CA & PA.
Do the document changes
Monitor the effectiveness
Corrective and Preventive action as per ISO 9001:2015 & IATF 16949:2016
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.
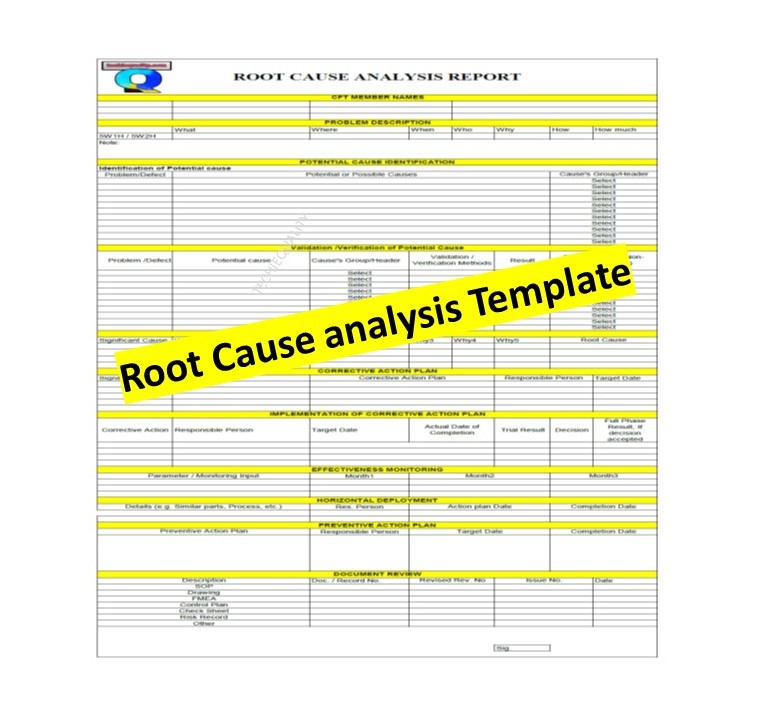
Root Cause Analysis Template | Excel Format with Manufacturing Example
Hello readers! Today we are going to discuss on an important topic is RCA (Root Cause Analysis), with details applications with manufacturing examples. If you would like to download the Root Cause Analysis Template in Excel format, then download it from the link given below.
Root Cause Analysis Template sample copy: DOWNLOAD
RCA (Root Cause Analysis) is the methodology that is used to analyze the problem, defect, issues, deviation, complaint, etc., to find out the root cause. This is a very common methodology used in manufacturing, process, and other industries. RCA methodology consists of many tools and techniques like 5W1H, 5Whys, cause and effect diagram, CAPA, Risk identification, Documentation, etc.
Root Cause Analysis plays an important role in problem-solving and continuous improvement. There are small and big problems in every company, and a problem becomes a big factor when it becomes a challenge for the company. Hence, we have to do the root cause analysis in time. Below are the steps you can follow for effective root cause analysis.
CFT Formation
Problem Description
Potential cause identification
Validation of the potential cause
Why-why analysis
Corrective action plan
Implementation of the corrective action plan
Effectiveness monitoring
Horizontal deployment
Preventive action plan
Document review
All the above 11 steps are important for effective root cause analysis and also, and we have prepared the RCA template considering with above points.
Now we will be discussing the details of all 11 steps with manufacturing examples.
CFT Formation
During the cross-functional team formation, you have to keep some important points in mind, all members should be from different functions/departments. Establish the clear roles and responsibilities of each member, make a communication plan, provide training, and support them to get the effective brainstorming section for identification of potential causes and solution ideas.
Suppose a company manufacturing automobile parts has a 5% rejection percentage, and they want to analyze the defects to find out the root cause and implement the action plan to reduce the rejection percentage and to achieve the target value.
As per 1st step of RCA, they form a CFT team for a particular process where the rejection percentage was high. The team members were from multiple departments, including Production, Quality, Maintenance, Tooling, Technical R&D, etc.
Problem Description:
For identification of defect contribution and description, you can use the popular common tools and methodologies like 7QC tools, 5W1H, and 5W2H, etc.
In the above example, you can easily identify the defect contribution by plotting the Pareto chart and describing the problem in any of the one methodologies like 5W1H or 5W2H as applicable. These are the very common tools and methodologies used in industries.
Potential cause identification:
Once you describe the problem, you can start the brainstorming section by selecting a CFT member, and you can represent these by plotting cause & effect diagram / fishbone diagram.
Allow your CFT member to freely identify the potential causes of the defect/ problem. Set a feasible & favorable rule for CFT so that each member can provide you maximum number of potential causes.
Validation of the potential cause
In this step, we have to identify the significant cause among all potential causes, to do so, there are many validation methods are used, like inspection, checking, testing, etc.
Suppose there is a shrinkage defect in an automobile casting part. Through the brainstorming section by CFT members, we have identified the many potential causes, like a wrong gating system, high pouring temperature, low pouring temperature, pouring time, core moisture condition, etc.
So, if you would like to validate those potential causes by a hypothesis test, then you have to collect the data first then, need to execute the applicable hypothesis test. After getting the p-value, you have to conclude a decision. This is one of the methods, but you can also apply the checking methods as well. In this method, you have to check the potential cause result/ condition/ parameter with the Standard specification or SOP or drawing, whether it is meeting the standard or not, if “not meeting the standard” then it’s a significant cause.
Why-why analysis
The 5-whys analysis is the most important step and method. Where you have to ask “why” multiple times to find out the root cause of a problem. Go through the example given below for a better understanding.
Significant cause: Shrinkage
Why1: Why shrinkage on casting part
Why2: Why low pouring temperature
Why3: Why pouring temperature of the last part casting was not monitored/checked
Root Cause: The pouring temperature monitoring /checking procedure was not followed.
Corrective action plan
Based on the root cause you have to prepare the action plan. For the above example, you can take corrective action as periodic awareness training on pouring temperature monitoring.
The action to eliminate the root cause of the problem is called corrective action.
Implementation of the corrective action plan
Before implementing the full phase implementation, you can do the trial implementation of corrective action, if it will be effective then do the full phase implementation.
Effectiveness monitoring
Effectiveness monitoring is essential to measure performance. For example, if you have implemented the action plan for shrinkage defects and started monitoring the shrinkage defect for 3 months, then you can get a clear-cut idea whether your action plan is effective or not. Otherwise, you can drop the corrective action idea and can immediately take the next corrective action plan and again monitor the effectiveness. This process should repeat until it achieves the target.
Horizontal deployment
If you have a similar process, then you can easily deploy the action plan in that process also. For example, if you have another manufacturing plant with the same process, then you can deploy the action plan in another plant also.
Preventive action plan.
The action to eliminate the potential cause of a problem is called preventive action. You can establish and implement the control mechanism for each potential cause can help you to eliminate and reduce the problem.
Document review
Document review & updation are the most important steps. Where you can standardize the process SOP, drawing, FMEA, Control plan, checksheet, Risk record, etc.
Below are some common and popular tools, techniques, methods, and important templates. Those are used directly or indirectly for the RCA, Continuous Improvement project.
A root cause analysis template is a structured document used to systematically investigate problems and identify the root causes. The template guides teams through logical steps to ensure permanent corrective actions.
Why Use a Root Cause Analysis Excel Template?
An Excel template is one of the most effective formats for root cause analysis because it is:
Easy to customize
Familiar to most teams
Ideal for data entry and tracking
Simple to share and update
Suitable for audits and documentation
A root cause analysis Excel template allows you to capture problems, potential causes, corrective & preventive actions, Horizontal deployment, and results in one structured file.
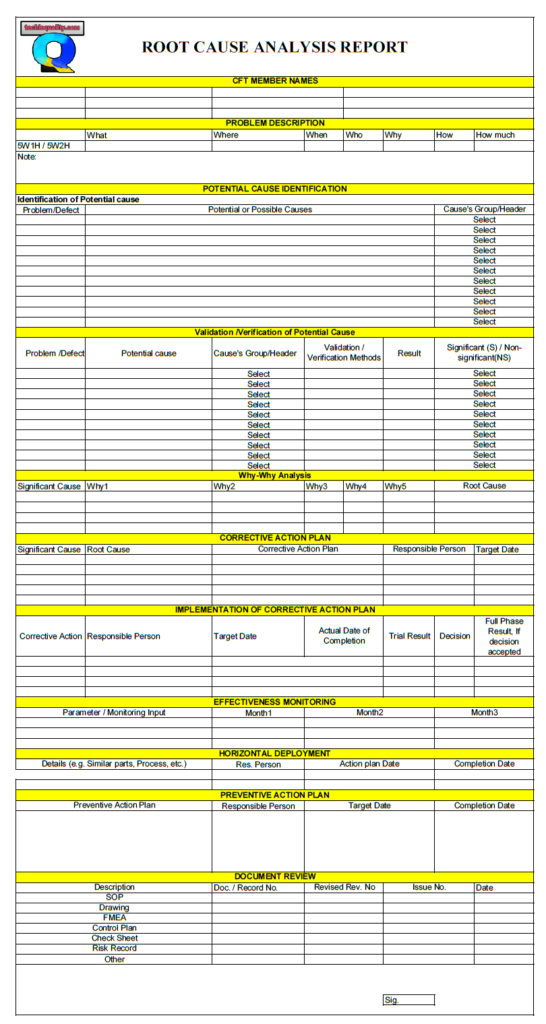
Root Cause Analysis Format Explained
This standard root cause analysis format in Excel includes the following sections:
CFT Member Name – Cross-Functional Team’s member list
Problem Description: Clear description of the issue/problem
Potential cause identification: To identify the potential cause through CFT
Validation / Verification of potential cause
Root Cause Identification – Why the problem occurred
Corrective Actions – Actions to eliminate the root cause
Implementation of the corrective action plan
Effectiveness Verification – Confirmation that the problem is solved
Horizontal deployment.
Preventive Action: Actions to eliminate the potential cause
Document review
This format ensures that problems are solved permanently, not repeatedly.
These practices increase the effectiveness of any root cause analysis Excel template.
Common Mistakes in Root Cause Analysis Format
Avoid these common errors:
Jumping to conclusions
Treating symptoms instead of causes
Weak problem statements
No follow-up on actions
Poor documentation
Using a structured RCA template helps prevent these mistakes.
What is the best root cause analysis template?
The best root cause analysis template is a clear Excel-based format that includes problem definition, root cause identification, corrective actions, and verification.
How do you format a root cause analysis?
A proper RCA format includes a problem statement, data analysis, root cause determination, corrective actions, and effectiveness checks.
Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.