4M Change Management| How to implement in Manufacturing unit |Template | Format
Hi Readers! Today here, we are going to discuss 4M Change management related to manufacturing industries with an illustration. You can learn many more things from this article like 4M change concepts, planned and unplanned changes, implementation of concepts in your organization, etc. The concept of 4M change management is generally used to record 4M (man, machine, method & material) related to planned and unplanned changes. This can apply to all internal process changes.
Download the 4M checklist for gap analysis.-4M Checklist-DOWNLOAD
As we already discussed 4M changes i.e. Man, Machine, Method & Material related planned and unplanned changes. so here, first of all, we have to understand, what planned and unplanned changes are. The plan changes that occur with the advanced information to the pertinent personnel. Similarly, the un-plan change that occurs without prior information to the pertinent person. If once the planned and unplanned changes occurred then a defined action which is mentioned in SOP/Procedure is required to control the occurrence of nonconformity at the shop floor change area.
Illustration / Example (How to implement 4M change management in manufacturing Unit?):
Example of plan change:
Let’s say an organization has planned for preventive maintenance of machine-1 in shift –A, dated xx/1/20xx, and executed the same as per plan. If so then how to record the same 4M change and control the process after PM.
Before implementing 4M change management, personally, I would recommend that try to prepare the procedure /SOP as per your organization’s nature of production, like the 4M procedure, change tracking record, list of trained operators, list of machines, material list, etc.
According to the above example scenario, we are going to record the 4M change in the below template (this template is only for reference)
| Date | Machine | Shift | Type of change | Details of change | Action taken |
| xx/1/20xx | machine-1 | A | Planned / machine | Preventive maintenance | Set up approval checking |
In this way, you can maintain the change record. For your better understanding and more clarification, we have given below another example related to the unplanned 4M change.
Example of un-plan change:
For example, an operator on leave without prior information to the pertinent supervisor and you as a supervisor planned for running the machine-1 with the help of other operators. In that scenario, how to record the 4M change, and what action is to be taken?
Similarly, we are going to record the un-plan change as per the above 4M change template or format.
| Date | Machine | Shift | Type of change | Details of change | Action taken |
| xx/1/20xx | machine-1 | A | Un-planned /Man | The operator is on leave without intimation | A similar skilled operator will run the machine/machine setup approval to be done |
The 4M change record can be helpful for analysis in the future if there will be any issues with the product. And the action you have taken at the time of the 4M change can control the process as proactively.
I hope the above example is meaningful for your better learning and understanding related to 4m change management implementation in your organization.
Example of Abnormality ( Abnormal situation handling):
It is very important to understand all three situations/changes i.e. [1] plan change, [2] un-plan change, [3] abnormality. now here we are going to discuss the 4M change management of abnormal situation handling (abnormality). Suppose in a production line, a machine-1 on a sudden breakdown, for this situation we are going to record the 4M change, and the same is given below.
| Date | Machine | Shift | Type of change | Details of change | Action taken |
| dd/mm/yy | machine-1 | B-shift | Abnormality /Machine | Machine-1 on sudden breakdown | 1) Run a backup machine, if available. 2) Do the setup approval & Retroactive inspection 3) Containment action. |
Free Templates / Formats of QM: we have published some free templates or formats related to Quality Management with manufacturing / industrial practical examples for better understanding and learning. if you have not yet read these free template articles/posts then, you could visit our “Template/Format” section. Thanks for reading…keep visiting techiequality.com
QA/QC/TQM/Lean/6-Sigma Template or Format:



Useful Post:
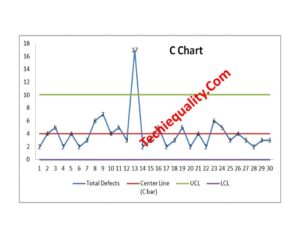
C Chart Excel Template | Formula | Example | Calculation
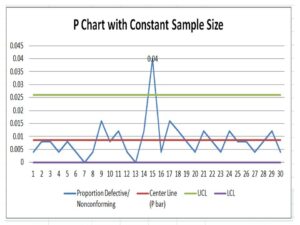
P Chart Excel Template | Formula |Example |Control Chart | Calculation
Variation Calculation in Excel | Types of Variation |Manufacturing Example
Equipment Ranking Process | A B C Ranking of Machine with Manufacturing Example
More on TECHIEQUALITY



Shanti Gopal Pradhan is an experienced professional in Quality Management Systems, QA, Operations, Business Excellence, and Process Improvement. He has strong expertise in international standards including IATF 16949, ISO 9001, ISO 14001, ISO 45001, and ISO 17025, along with methodologies such as TQM, TPM, and Six Sigma.
He holds a degree in Mechanical Engineering along with an MBA, combining strong technical acumen with strategic business insight, he is a Certified Internal Auditor, Lead Auditor, and Six Sigma Black Belt, with a proven track record in driving quality transformation and operational excellence.